Wenn unser Sortiment nicht ganz Ihren Anforderungen entspricht, arbeiten unser technischer Support, sowie unsere Forschungs- und Entwicklungsteams gern mit Ihnen zusammen, um Ihr Problem zu lösen und die perfekte Lösung zu finden.
Harze zum Vergießen und Einkapseln in der Elektronik- und Elektroindustrie
Für diese Anwendungen verwendete Gießharze sind im Allgemeinen eine von vier Arten, Epoxid, Polyester, Polyurethan und Silikon. Dieser Artikel wird sie kurz besprechen, um ihre Vor- und Nachteile zu erläutern.
Epoxidharze sind seit vielen Jahren weit verbreitet – sie sind im Allgemeinen hart und zäh und weisen beim Aushärten einen geringen Schrumpf auf. Sie zeichnen sich durch hervorragende mechanische Eigenschaften, eine gute Beständigkeit gegenüber hohen Temperaturen, sowie guter Haftung auf einer Vielzahl von Substraten aus und zeigen eine hervorragende chemische Beständigkeit gegenüber einem breiten Spektrum von Chemikalien. Der Vernetzungs- oder Aushärteprozess findet im Allgemeinen langsam statt, insbesondere wenn kleine Mengen Vergussmasse beteiligt sind. Es könnten aber auch schneller reagierende Härter verwendet werden, die jedoch während des Aushärtens viel Wärme erzeugen, was zu einer hohen Exothermie führt, die elektronische Komponenten beschädigen und hohe mechanische Belastungen sowohl für Komponenten als auch für die Leiterplatte mit sich bringen kann.
Polyurethanharze sind in ihrem ausgehärteten Zustand noch dehnbar oder gummiartig und werden bevorzugt, wenn sich auf den zu vergießenden Leiterplatten mechanisch empfindliche Ferrite oder Komponenten mit leicht abreißbaren Kontakten befinden. Es ist viel einfacher, die Aushärtegeschwindigkeit, sowie die Topf- und Gelierzeit von Polyurethansystemen an die Kundenanforderungen anzupassen, was zu kürzeren Prozesszeiten und so zu einem ingesamt schnelleren Durchlauf führt. Im Allgemeinen zeigen Polyurethane während der Aushärtung eine geringere Exotherme als Epoxide. So ist die erzeugte Wärme selbst bei schnell aushärtenden Systemen normalerweise kein Problem. Herkömmliche Polyurethane können, insbesondere bei hohen Temperaturen, eine gewisse Empfindlickeit zeigen, wenn sie Wasser ausgesetzt sind. Jedoch gibt es Polyurethane auf Polybutadienbasis, die sowohl während des Aushärteprozess als auch im endgültigen ausgehärteten Zustand sehr Beständig gegen Feuchtigkeit/Wasser sind. Electrolube unterscheidet zwischen den beiden Arten von Polyurethan in dem verwendeten Nummerierungssystem – UR50**- und UR51**-Materialien basieren auf der Polybutadienchemie. UR55**- und UR56**-Materialien basieren auf anderen Polyurethanen als Grundgerüst. Für die Mehrzahl der Polyurethane ist die maximale Betriebstemperatur auf 130°C begrenzt. Durch die jüngsten Fortschritte konnte jedoch die maximale Betriebstemperatur der neuen Generation Vergussmassen auf 150°C erhöht werden. Die Leichtigkeit, mit der die Prozesseigenschaften und endgültigen Eigenschaften von Polyurethanharzen variiert werden können, um den Kundenanforderungen zu entsprechen, hat zu ihrer Verwendung in einer breiten Palette von Vergussaufgaben für elektronische und elektrische Baugruppen, etc. geführt.
Silikonharze sind tendenziell teurer als Epoxide oder Polyurethane, finden jedoch Verwendung, wenn hohe und/oder niedrige kontinuierliche Betriebstemperaturen (-50 bis 200°C) auftreten. Aufgrund der ihnen eigenen hohen Flexibilität eignen sich diese Harze besonders für Anwendungen, bei denen harte thermische Schocks auftreten oder eine Vielzahl thermischer Zyklen rasch durchlaufen wird. Die Wärmemenge, die beim Aushärten von Silikonharzen abgegeben wird, ist in der Tat sehr gering, was sie besonders für das Vergießen temperaturempfindlicher Komponenten empfiehlt. Silikone haften hervorragend auf einer Vielzahl von Substraten, einschließlich der meisten gängigen Metalle und Kunststoffe. Im Allgemeinen sind Silikone weich, was bedeutet, dass sie nicht so zäh sind wie Epoxid- oder Polyurethanharze.
Polyestersysteme werden zum Vergießen und Einkapseln verwendet, erzeugen jedoch im Allgemeinen eine sehr hohe Exothermie, wenn sie bei Raumtemperatur ausgehärtet werden, und häufig kann beim Aushärten ein hohes Maß an Schrumpf auftreten. Dies kann zu Schäden an Komponenten und Leiterplatten führen. Traditionell enthielten diese Harze Styrol als reaktives Monomer, was in der Vergangenheit aufgrund seines Geruchs und seiner Flüchtigkeit zu Problemen geführt hat. Die neuere Generation von Harzen hat jedoch Styrol durch andere reaktive Monomere ersetzt, was die mit ihnen verbundenen Gefahren verringert hat.
Electrolube fertigt ein umfassendes Sortiment an Epoxid-, Polyurethan- und Silikon-basierten Vergussmassen zum Vergießen, Einkapseln und für andere Anwendungen. Die überwiegende Mehrheit davon sind zweikomponentige Systeme, bei denen ein Harz vor der Verwendung mit einem Härter in einem definierten Verhältnis gemischt werden muss. Zweikomponentige Gießharzsysteme sind in verschiedenen Größen erhältlich, um den Kundenanforderungen gerecht zu werden, entweder als Bulk-, Kit- oder Mischbeutel (Resin-Packs). Bei den Kits werden Harz und Härter im richtigen Mischungsverhältnis in separaten Behälter vorgewogen, wodurch die Notwendigkeit des Wiegens durch den Benutzer vermieden wird.
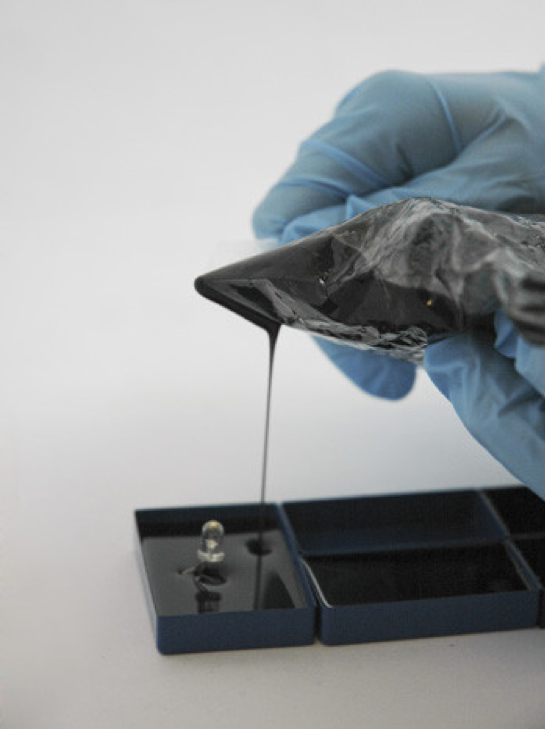
Der Vorteil der Mischbeutel (Resin-Packs) besteht darin, dass kleine Mengen verfügbar sind. Diese bestehen aus einem Kunststoffbeutel, der beide Teile der Vergussmasse (Harz und Härter) durch einen entfernbaren Trennsteg sicher voneinander getrennt und im korrekten Mischungsverhältnis enthält. Nachdem der Trennsteg entfernt wurde, kann die Masse sorgfältig durchmischt werden, ohne dass in dem geschlossenen Beutel Luft mit untergemischt werden kann. Der Mischbeutel kann dann an einer Ecke angeschnitten werden um die Masse direkt aus dem Beutel zu verwenden. Electrolube bietet ebenfalls eine geringe Anzahl an einkomponentigen Epoxiden, welche unter Wärmeeinwirkung aushärten und in der Regel zum Einkapseln kleiner Bauteile genutzt werden. Es ist möglich einkomponentige Gießharze zu designen, die durch UV-Licht angeregt aushärten, aber diese Technologie ist nicht gut geeignet für eine Vergussmasse, da Probleme wie Schattenbereiche und des Eindringens des UV-Lichts in hoch befüllte Bereiche auftreten. 1K-PU-Gießharze, die unter Aufnahme von Luftfeuchtigkeit aushärten sind ebenfalls verfügbar. Aber bei großen Schichtstärken kann sich das Eindringen der Feuchtigkeit als problematisch erweisen.
Bei den meisten verwendeten Gießharzsystemen handelt es sich um komplexe Produkte mit Prozesseigenschaften und finalen Eigenschaften im ausgehärteten Zustand, die den Erfordernissen des Kunden folgend entwickelt wurden. Epoxidharze enthalten üblicherweise das Matrix-Epoxidharz, typischerweise Bisphenol A, und Weichmacher oder Zuschlagsstoffe zur Verringerung der Viskosität welche das Gießharz flüssiger und so im Prozess einfacher handhabbar machen. Weichmacher können so gestaltet sein, dass sie an der Vernetzungsreaktion teilnehmen, oder aber chemisch inert bleiben.
Reaktive Weichmacher können eine (monofunktionell) oder zwei (bifunktionell) Epoxid-Gruppen pro Molekül besitzen. Erstere verleiht eine bessere Fließfähigkeit, aber auch schlechtere mechanische Eigenschaften als Zweitere. Nicht-reaktive Weichmacher bewirken generell eine höhere Flexibilität im ausgehärteten Zustand, aber die Haftung, speziell bei erhöhter Temperatur, kann geringer sein. Electrolube´s ER1448 ist ein Beispiel für ein sehr niedrig viskoses Epoxid-System, welches beide Arten von Weichmachern enthält. Duch seine enorm gute Fließfähigkeit dringt es selbst in kleinste Spaltmaße, Luft kann schnell entweichen und es macht so ein vorhergehendes Evakuieren des Gießharzes unnötig. Nichtreaktive Weichmacher können, in großer Menge eingesetzt, PU-Harze auch nach dem Aushärten weich bleiben lassen, so dass diese auf einfache Art wiederentfernbar sind, z.B. zur Fehlersuche oder Reparatur. UR5048 ist ein populäres Beispiel für ein solches Gießharz, wärend UR5044 eine flammwidrige Variante ist, welche von den Underwriters Laboratories nach UL94 V-0 geprüft und zugelassen ist.
Der mit einem Epoxid-Harz verwendete Härter hat einen ganz wesentlichen Einfluß auf die finalen Produkteigenschaften und so ist die Wahl des Härters auch der Hauptweg um die Aushärtegeschwindigkeit und die damit verbundene exotherme Reaktion zu verändern. Die ersten eingesetzten Härter waren sogenannte primäre aliphatische Amine und ziemlich agressiver chemischer Natur. Sie sorgten für eine schnelle Aushärtung bei starker exothermer Erwärmung, waren ätzend und konnten Hautprobleme und Asthma hervorrufen, wenn sie nicht vorsichtig genug gehandhabt wurden. Die weniger reaktiven und weniger aggressiven chemischen Stoffe, bekannt als aromatische Amine, ermöglichen das ausgehärtete Harz einer höheren Betriebstemperatur auszusetzen. Obwohl sie weniger sensibilisierend sind, wurde festgestellt, dass sie krebserzeugende und mutagene Eigenschaften besitzen, was dazu geführt hat, dass man sie nicht mehr verwendet. Aminhärter werden oft als komplexes Gemisch verschiedener Materialien, häufig als Polyamide, geliefert, was ein ganz spezielles Wissen und Erfahrung erfordert. Durch die Verwendung eines organischen Säureanhydrid lassen sich Epoxid-Gießharze mit geringer Viskosität und sehr hoher Temperaturbeständigkeit realisieren.
Polyurethanharze basieren im Allgemeinen auf der Verwendung von Polymeren mit Hydroxylendgruppen, die häufig als Polyole bezeichnet werden. Im Allgemeinen zeigen Polyole, die entweder auf Polybutadien oder Polyether basieren, eine bessere Wasserbeständigkeit, aber Polyole auf Polyesterbasis zeigen eine verbesserte Haftung. Die zweite Komponente des Harzes ist ein Isocyanat, üblicherweise Diphenylmethandiisocyanat (MDI). Da dieses jedoch eine deutliche gelb / braune Farbe aufweist, werden für die optisch klaren Harze aliphatische Isocyanate verwendet. Von diesen wird in den letzten Jahren das Trimer von 1,6-Hexamethylendiisocyanat (HDI) aufgrund seiner geringen Gefahrenklassifizierung häufiger verwendet. Es ist wichtig, beide Teile des Harzes vor Feuchtigkeit zu schützen. Wenn die Harzkomponente nass wird, reagiert das Wasser mit dem Isocyanat und erzeugt Blasen von Kohlendioxidgas im gesamten gehärteten Produkt. Wenn das Isocyanat nass wird, entstehen Ablagerungen im Material (Harnstoff) als auch Kohlenstoffdioxid, woduch das Gebinde unter Druck gesetzt werden könnte. Die übliche Ursache für feuchtes Harz oder Härter ist das wiederholte Öffnen und Schließen der Behälter – jedes Mal, wenn der Behälter geöffnet wird, tritt feuchte Luft in den Luftraum über der Flüssigkeit ein und das Wasser wird vom Material absorbiert. Behälter sollten so schnell wie möglich geöffnet und geschlossen werden. Wenn Sie das Gebinde vor dem Schließen mit trockenem Stickstoff fluten und feuchte Luft so vom Material fernhalten, können Sie Probleme vermeiden. Wenn dies nicht möglich ist, besteht die einzige Lösung möglicherweise darin, das Material in kleineren Behältergrößen zu kaufen, sofern diese verfügbar sind. Bei der Verwendung von Polyurethanen in Misch- und Dosieranlagen müssen beide Komponenten vor Feuchtigkeit geschützt werden, indem entweder Silika-Trockeneinheiten an den Tanks angebracht, die Tanks mit einem moderaten Vakuum beaufschlagt, oder kontinuierlich mit trockenem Stickstoff geflutet werden. Das Isocyanat ist der gefährliche Teil der Formulierung und sollte nicht erhitzt oder gesprüht werden, da dies so ungleich mehr Isozyanat in die Atmosphäre gelangen läßt und damit die sensibilisierende Wirkung auf die Lunge erhöht. Wenn die Lagertemperatur des MDI-haltigen Härters über einen längeren Zeitraum (> 24 Stunden) unter 18°C fällt, kann der Härter zu kristallisieren beginnen und sich am Boden des Behälters ein weißes Sediment bilden. Normalerweise können diese Kristalle wieder aufgelöst werden, indem man den Härter für einige Stunden auf 40°C erwärmt. Er ist dann wieder gebrauchsfähig. Wenn sich die Kristalle nicht auflösen lassen, ist es wahrscheinlich, dass der Härter mit der Zeit feucht geworden ist.
Wenn das Polyol (ein Diol) zwei Hydroxylgruppen enthält, entsteht ein weich härtendes Produkt. Die Härte kann durch Zugabe eines Triols (drei Hydroxylgruppen) oder Tetraols (vier Hydroxylgruppen) erhöht werden. Dies führt im Ergebnis der Aushätung der Vergussmasse zu einer stärkeren Vernetzung in der Matrix. Das Molekulargewicht des Polyols beeinflusst auch die Flexibilität des gehärteten Harzes. Die Art des polymeren Grundgerüsts hat einen großen Einfluss auf die chemische Beständigkeit des Harzes sowie auf seine Zähigkeit und Viskosität. Des Weiteren darf nicht vergessen werden, dass es mittlerweile eine zunehmende Anzahl von biobasierten Polyolen auf Basis nachwachsender Rohstoffe gibt, die in der Entwicklung von Vergussmassen mit einem insgesamt geringeren Grad der Umweltbelastung ihren Platz gefunden haben.
Die Aushärtegeschwindigkeit von Polyurethan-Systemen läßt sich durch die Zugabe von Katalysatoren zum Harz sehr einfach einstellen. Diese Katalysatoren lassen sich im allgemeinen in zwei Kategorien unterteilen, Amine und solche mit metallorganischer Komplexkatalyse. Jeder Katalysator hat seine eigene Aushärtecharakteristik innerhalb eines Harzsystems. Leider hat die Änderung der Rechtsvorschriften, insbesondere von RoHS, REACH und GHS, dazu geführt, dass bestimmte Chemikalien entweder nur eingeschränkt verwendet, für bestimmte Zwecke verboten, oder vom Markt genommen wurden. Dies hat dazu geführt, dass Chemiker hart daran arbeiten mussten, bestehende Produkte neu zu formulieren, um die vorhandenen Eigenschaften beizubehalten, und neue Produkte zu entwickeln, um den sich ändernden Anforderungen des Marktes gerecht zu werden.
Silikonvergussmassen basieren auf Silikonpolymeren unterschiedlichen Molekulargewichts mit unterschiedlichen Bindungsgruppen, um die erforderliche Funktionalität zu bieten. Wie bei Polyurethanen kann die Härte des Gießharzes durch Verwendung von verzweigten Polymeren eingestellt werden, um die Vernetzungsdichte des ausgehärteten Harzes zu erhöhen. Silikone verwenden eine Reihe verschiedener Katalysatoren, um den Aushärteprozess zu initiieren. In vielen Fällen basieren diese auf Platinkomplexen, die leicht durch Spuren anderer Materialien vergiftet werden können. Amine sind besonders wirksam bei der Verringerung der Aktivität dieser Katalysatoren. Es wird nicht empfohlen, Epoxide und Silikone im selben Ofen zu härten. Auch abhängig von der Art der Endgruppen (Vinyl oder Hydroxyl) wird die Härtungsreaktion bestimmt und auch davon, ob Feuchtigkeit zur Vernetzung benötigt wird. Im Gegensatz zu Epoxiden, Polyestern und Polyurethanen härten Silikone im Allgemeinen von der freiliegenden Oberfläche durch den Körper des Harzes aus. Dies bedeutet, dass das Silikon eine schnelle Hautbildung zeigt (manchmal auch als Klebezeit bezeichnet), aber dann ist die Aushärtungsreaktion durch den Verguss hinfortschreitend, was bedeutet, dass die Schichtdicke der Vergussmasse die Aushärtungszeit bestimmt.
Feste Füllstoffe sind wichtiger Bestandteil vieler Vergussmasse-Systeme. Sie können beigemischt werden, um einfach Kosten zu reduzieren (z.B. gemahlener Kalkstein). Die Kosteneinsparung ist in der Regel allerdings geringer als es auf den ersten Blick auf die Kosten pro kg scheint, denn diese Füllstoffe erhöhen auch das spezifische Gewicht im Vergleich zu ungefüllten Materialien. Dies bedeutet, dass eine Vergussaufgabe beispielsweise 3 g einer Masse mit einem spezifischen Gewicht von 1,0 g/ml erfordert, aber 4,5 g einer anderen Masse mit einem spezifischen Gewicht von 1,5 g/ml. In beiden Fällen ist das zu verfüllende Volumen 3 ml. Es zeigt sich somit, dass ein Vergleich der Kosten für miteinander konkurierende Vergussmassen immer an Hand der Volumina erfolgen sollte.
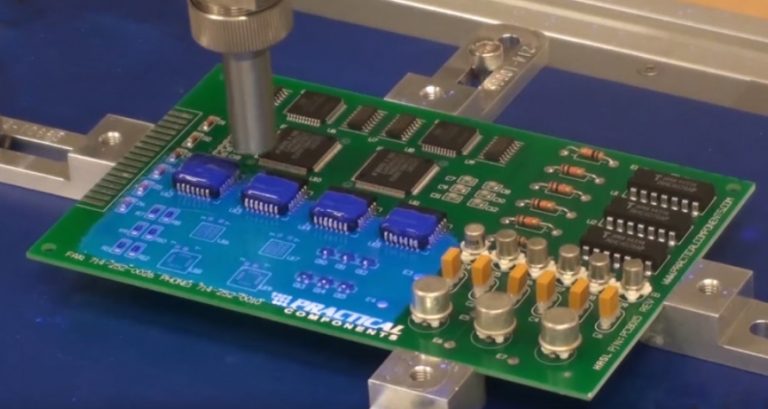
Verguss einer bestückten Leiterplatte
Eine Leiterplatte mit THT LED wird vergossen
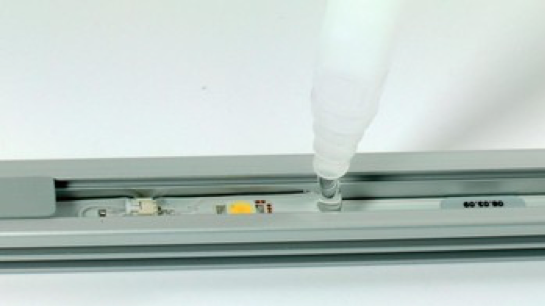
Ein Leuchtmittel mit LEDs in SMD-Technik wird vergossen
Die Verwendung fester Füllstoffe führt in der Regel dazu, dass das Material nach dem Aushärten härter und steifer ist. Füllstoffe können auch als Flammhemmer Verwendung finden. Zu diesem Zweck wird üblicherweise Aluminiumoxid-Trihydrat (ATH) verwendet, das darüber hinaus den Vorteil einer geringen Rauchemission im Brandfall hat, bei einem nur geringen Gehalt an giftigen Dämpfen. ER 2188 und 2195 sind beliebte Beispiele für mit Aluminiumoxid-Trihydrat gefüllte flammhemmende Epoxide – welche beide vollständig nach UL 94 V-0 zugelassen sind. UR 5097, 5604 und 5608 sind Beispiele für flammhemmende Polyurethane, die denselben Mechanismus zur Erzielung einer Flammhemmung verwenden und auch nach UL 94 V-0 zugelassen sind. Der Nachteil besteht darin, dass ein hoher Füllgrad bei der Verwendung von Aluminiumoxid-Trihydrat als Flammhemmer erforderlich ist, was zu einer Vergussmasse mit relativ hoher Viskosität führt. Traditionell wurden halogenierte Verbindungen als Flammschutzmittel verwendet. Ihre Verwendung führt jedoch zu einem höheren Anteil an Rauch und giftigen Dämpfen, was zum Problem wurde. Füllstoffe und Additive auf Phosphorbasis wurden verwendet, um eine neue Generation flammhemmender Harze herzustellen, die weniger Rauch und weniger gefährliche Dämpfe abgeben. ER2218 und 2221 sind Beispiele für diese Art von niedrigviskosen flammhemmenden Epoxiden. Eine neue Generation von Flammschutzmitteln völlig anderen chemischen Typs wird jetzt verfügbar und kommt in der Entwicklung einer neuen Generation von Vergussmassen zum Einsatz.
Viele andere Typen von Füllstoffen können in Epoxiden, Polyurethanen und Silikonen zum Einsatz kommen. Hohle Kügelchen aus Glas und Kunststoff dienen der Verringerung des spezifischen Gewichts und des dielektrischen Verlustfaktors des Materials. Beim Verguss von Baugruppen, die im hochfrequenten Bereich (Radio Frequenzen) arbeiten, kann es durch den Verguss zu unerwünschten kapazitiven Beeinflussungen kommen, welche durch eine Vergussmasse mit sehr geringem dielektrischen Verlustfaktor – beispielsweise durch die Verwendung von obig beschriebenen Glas-/Kunststoff-Kügelchen – vermieden werden könnte. Typische Beispiele solcher Electrolube Vergussmassen sind ER1448 und UR5118. Zinkoxid und Aluminiumoxid bewirken eine erhöhte thermische Leitfähigkeit. Allerdings ist Aluminiumoxid stark abbrassiv und kann so zu Verschleißproblemen an Misch- und Dosieranlagen führen. ER2183 und 2221 sind sehr populäre Beispiele für mit Zink-Oxid gefüllte thermisch leitende Epoxid-Vergussmassen. UR5608 und SC4003E sind Beispiele für Polyurethan- und Silikon-Gießharze mit recht guter Wärmeleitfähigkeit. Die Verwendung von Quarzmehl verringert den Volumenschrumpf wärend der Aushärtung und den thermischen Ausdehnungskoeffizienten, ist aber auch anfällig, was eine eventuelle Sedimentation betrifft. Die Zugabe gemahlener Glasfasern erhöht die Schlagbiegefestigkeit. Durch Bariumsulfat läßt sich die Strahlungsundurchlässigkeit verbessern, z.B. notwendig beim Einsatz in der Röntgentechnik, usw.
In den frühen Tagen des Vergießens und Einkapselns waren Epoxidharze die Materialien der Wahl. Die Epoxidchemie hat sich im Laufe der Jahre weiterentwickelt, um den sich ändernden Anforderungen der Industrie und des regulatorischen Umfelds gerecht zu werden. Wie auch immer, sowohl Polyurethane als auch Silikone haben in Hinblick auf Neuentwicklungen und Breite des Angebots nachgezogen. Angesichts des sich wandelnden und weiterentwickelnden Elektronikmarktes, der Anforderungen des sich entwickelnden Marktes für Elektromobilität, der Verwendung von LEDs und der natürlichen Entwicklung und Weiterentwicklung kleinerer und leistungsfähigerer Komponenten und Geräte erfordert der Markt jedoch die Entwicklung neuer Harze und Materialien um diese Anforderung zu erfüllen. Zu diesem Zweck greifen Chemiker tief in ihre Schubladen, um Materialien und Chemikalien hervorzuzaubern, die den Anforderungen von heute und morgen entsprechen.
Nicht verpassen - stimmen Sie zu, um E-Mails von Electrolube zu erhalten.
Seien Sie der Erste, der von neuen Produkten erfährt.
Bleiben Sie über die Entwicklungen bei Spezialchemikalien für Ihre Branche auf dem Laufenden.
Lesen Sie technische Artikel von unserem Expertenteam.
Electrolube schätzt und respektiert Ihre Privatsphäre. Bitte lesen Sie die Datenschutzerklärung für weitere Informationen.
Treten Sie mit Electrolube in Kontakt
Unser einzigartiger, sehr persönlicher Kundenservice erstreckt sich bis in alle Ecken der Welt. Sie können sich darauf verlassen, dass unser umfassend geschultes Personal über die neuesten technologischen Entwicklungen informiert und auf dem neuesten Stand ist. Ein benannter direkter Ansprechpartner trägt dazu bei, dass wir eng mit unseren Kunden zusammenarbeiten und Probleme so effizient wie möglich lösen. Für die neuesten Nachrichten und Updates von Electrolube folgen Sie uns auf unseren sozialen Kanälen über die folgenden Links: