

Es gibt eine Reihe verschiedener Kontaminanten, die langfristig Probleme auf Leiterplatten verursachen können. Diese reichen von Staub und Fett bis hin zu Flussmittelrückständen. Da das Vergussmaterial an der Verunreinigung und nicht am Leiterplattensubstrat haftet, führt dies zu Schwachstellen an der Schnittstelle zwischen Leiterplatte und Vergussmasse, die im Laufe der Zeit zu Haftungsausfällen zwischen Harz und Leiterplatte führen können. Sobald ein Defekt auftritt, kann sich dieser ausbreiten, so dass andere Verunreinigungen die Leiterplatte und die Komponenten unter dem Verguss angreifen und zum Ausfall der Baugruppe führen können. Bei diesen Verunreinigungen kann es sich um Chemikalien, Feuchtigkeit und/oder korrosive Atmosphären handeln. Im Falle von Silikonharzen können Verunreinigungen das Harz daran hindern, richtig auszuhärten, da die in Silikonharzen verwendeten Katalysatoren sehr empfindlich sind.
Warum beinhalten einige Anwendungen No-Clean-Prozesse? Ist dies in Produktionsprozessen üblich?
Das No-Clean-Verfahren ist bei der Herstellung von Leiterplatten in mittleren bis hohen Stückzahlen sehr verbreitet, da es die Reinigung überflüssig macht und somit Zeit und Geld spart. Es ist jedoch zu beachten, dass No-Clean-Lot und -Lötpasten in der Regel dazu führen, dass eine geringe Menge an Flussmittel zurückbleibt. Paradoxerweise sind die zurückbleibenden Flussmittelrückstände schwieriger zu entfernen als die traditionellen Verunreinigungen, da Sie besonders gut auf dem PCB-Substrat haften.
Was sind die potentiellen Ursachen und Konsequenzen einer mangelhaften Adhäsion zwischen Vergussmasse, Leiterplatte und Gehäuse?
Vergussmassen und Gießharze sind so ausgelegt, dass sie gut auf einer Reihe von Substraten haften, die von FR4-Laminat, Kupfer und verzinnten Leiterbahnen, den für die Komponenten verwendeten Kunststoffen und dem breiten Spektrum an Kunststoffen und Metallen, die für die Gehäuse verwendet werden, variieren. Die häufigste Ursache für eine schlechte Haftung zwischen einem Harz und dem Substrat ist Staub und/oder Fett. Um eine optimale Haftung zu erzielen, sollte die Oberfläche des Substrats gereinigt werden und loser Schmutz entfernt und die Oberfläche entfettet werden. Im Falle von Kunststoffgehäusen, kann z. B. an extrudierten Formteilen eine Schicht eines Formtrennmittels zurückbleiben, welches entfernt werden muss. Wenn die Oberfläche hochglanzpoliert ist, reicht oft schon ein leichter Abrieb der Oberfläche aus, um die Haftung zu verbessern. Auch gibt es bestimmte Kunststoffe, bei denen es schwierig ist, Vergussmaterialien dazu zu bringen anzuhaften, insbesondere z. B. Polypropylen. Es ist möglich, Oberflächen einer Silan- oder Plasma-Vorbehandlung zu unterziehen, was die Haftung in vielen Fällen verbessert.
Wie wichtig ist der Misch- und Dosierprozess für die Leistung einer Vergussmasse?
Bei allen 2-Komponenten-Systemen ist das Mischen absolut kritisch, um sicherzustellen, dass das resultierende Harz die im technischen Datenblatt beschriebene Leistung erbringt. Das Ziel des Mischens ist, eine homogene Mischung mit gleichmäßig verteilten A- und B-Komponenten zu erhalten. Unvollständiges oder schlechtes Mischen führt bestenfalls zu einem Gießharz mit schlechter Leistung, schlimmstenfalls zu einem nicht ausgehärteten Vergussmaterial. Die Wahl der richtigen Größe des statischen Mischers für die Anlage und die Vergussmasse ermöglicht ein reproduzierbares Mischen des Materials mit jedem Dosierschuss. Als Nächstes muss das gemischte Harz an der richtigen Stelle aufgetragen werden, damit es optimal über die Leiterplatte fließen kann, Luft aus den Hohlräumen verdrängt und die Komponenten in der erforderlichen Dicke beschichtet werden können. Luft, die in der Vergussmasse eingeschlossen ist, ist eine weitere Quelle für einen potentiellen Schwachpunkt im Material, da dies zu einer physischen Schwäche aufgrund von Temperaturzyklen, physischen Schocks, chemischem Eindringen oder im Falle hoher elektrischer Spannungen zu einem Konzentrationspunkt und Blitzbogenbildung führen kann.
Was sind die Top-Tipps für das manuelle Mischen von Vergussmassen?
Wählen Sie zunächst die richtige Größe der Materialverpackung für den Auftrag aus. Wenn viele Einheiten mit kleinem Volumen vergossen werden sollen, kann es einfacher sein, ein paar kleine Mischbeutel als eine große Verpackung zu verwenden, um mehr Zeit für die genaue Dosierung des Materials zu haben. Auch ist die nutzbare Topfzeit eines kleinen Harzvolumens normalerweise länger als bei dem Einsatz eines großen Volumens.
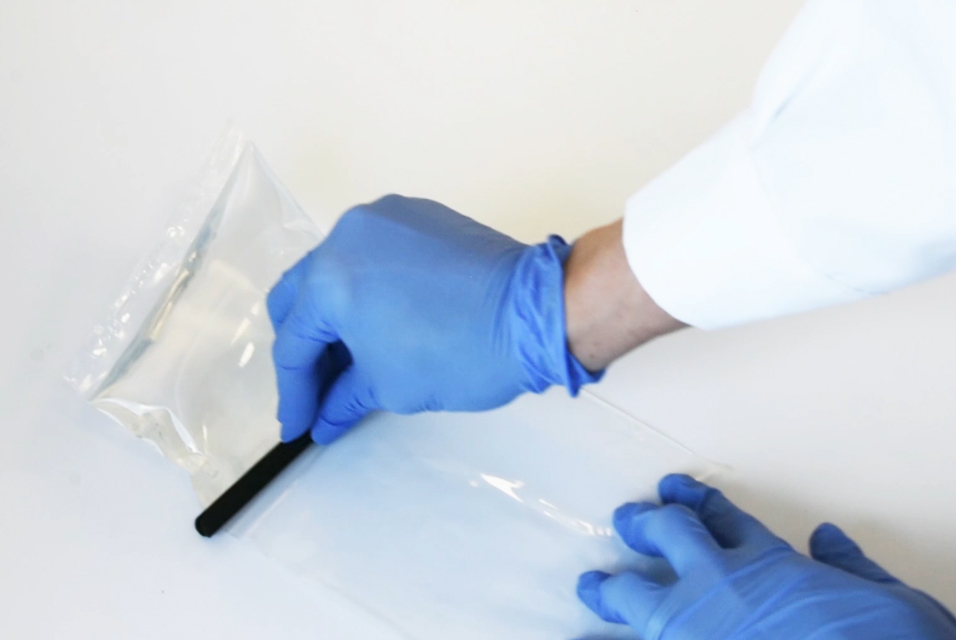
Im Falle von Polyurethan- und Silikonvergussmassen ist darauf zu achten, dass der Filienmischbeutel vor der Verwendung versiegelt ist. Öffnen Sie die Umverpackungen erst, wenn sie zum Mischen und Dispensieren bereit sind.
Entnehmen Sie den Mischbeutel aus der Außenverpackung und entfernen Sie den mittleren Clip, der die beiden Packungshälften voneinander trennt. Verwenden Sie den Clip, um eine der Komponenten von einer Packungshälfte in die andere zu drücken. Nehmen Sie den Mischbeutel in die Hand und mischen Sie diesen für einige Minuten.
Legen Sie die Packung auf eine flache Oberfläche und drücken Sie das Material mit dem Clip in die Mitte der Packung. Achten Sie dabei besonders auf Materialreste in den Ecken. Mischen Sie noch einige Minuten lang kräftig weiter.
Drücken Sie das gemischte Material mit dem Clip auf einer flachen Oberfläche in die Hälfte der Packung mit der abgewinkelten Dichtung. Rollen Sie das andere Ende der Packung bis zur Unterkante des gemischten Materials auf.
Schneiden Sie die Ecke der Packung ab und dispensieren Sie das Harz langsam über die Leiterplatte oder in das Gehäuse. Lassen Sie das Harz langsam fließen, so dass jegliche Luft unter oder zwischen Komponenten oder Verdrahtung verdrängt werden kann. Bei komplizierten Geometrien kann es besser sein, die erforderliche Vergussmenge in mehreren Stufen zuzusetzen, um die Luft entweichen zu lassen, die exothermische Reaktion des Materials zu kontrollieren und die gewünschte Dicke zu erreichen.
Wenn Sie eine zweite Vergussschicht hinzufügen, warten Sie, bis die erste Schicht geliert ist, bevor Sie die zweite Schicht hinzufügen.
Im Zweifelsfall ist es ratsam, mit dem Materialhersteller darüber zu sprechen, welche Materialart für Ihre Anwendung am besten geeignet ist. Die technischen Support-Teams renommierter Lieferanten verfügen über einen reichen Erfahrungsschatz, auf den sie zurückgreifen können, und, sollte es notwendig werden, haben sie das Fachwissen, um chemische Rezepturen so zu modifizieren, dass sie Ihren speziellen Anwendungsanforderungen entsprechen. Ich hoffe, dass die in diesem Monat behandelten Punkte informativ waren. Bitte lesen Sie auch meine nächste Kolumne, in der ich weitere Themen zur optimalen Nutzung von Vergussmassen für den nahtlosen Leiterplattenschutz behandeln werde. In der Zwischenzeit, melden Sie sich bitte einfach, wenn Sie Fragen haben oder eine Beratung wünschen. Wir helfen Ihnen gern weiter.