Wenn unser Sortiment nicht ganz Ihren Anforderungen entspricht, arbeiten unser technischer Support, sowie unsere Forschungs- und Entwicklungsteams gern mit Ihnen zusammen, um Ihr Problem zu lösen und die perfekte Lösung zu finden.
UV-härtende Schutzlacke der nächsten Generation für höhere Leistung und Beschleunigung der Produktion
Phil Kinner, Technical and Business Director für Schutzlacke bei Electrolube, stellt die neue Reihe UV-härtender Schutzlacke von Electrolube vor, erörtert die Vorteile dieser schnell härtenden Lacke in der Fertigungslinie und präsentiert Testdaten, die ihre höheren Leistungswerte aufzeigen.
Elektronische Schaltkreise sind im modernen Leben inzwischen allgegenwärtig. Wohin man auch schaut, werden vormals manuelle Einzelprozesse automatisiert und vernetzt, je mehr sich das Internet der Dinge (Internet of Things, IoT) etabliert. In der Folge werden von Autos über Kühlschränke und mobile Geräte bis hin zu Flugsteuerungssystemen in Flugzeugen immer mehr elektronische Schaltkreise in immer raueren Arbeitsumgebungen eingesetzt und müssen in möglichst kleiner und leichter Bauform in kürzerer Zeit mehr leisten.
In vielen Fällen ist ein Ausfall der Schaltkreise bestenfalls unpraktisch und schlimmstenfalls kostspielig. Da die Infrastruktur in immer stärkerem Ausmaß vernetzt wird, könnten einzelne Ausfälle ein Systemrisiko darstellen, durch das wiederum Leben gefährdet werden kann.
Schutzlacke sind eine Technologie, die den letzten 50 Jahren angewendet wurde, um die Zuverlässigkeit von unter rauen Umgebungsbedingungen eingesetzten elektronischen Leiterplatten zu erhöhen. Schutzlacke sind dünne, schützende Polymerbeschichtungen, die zum Schutz metallischer Oberflächen gegen Korrosion, Kondensation, Kurzschlüsse, Whiskerbildung und leitfähige Metallpartikel aufgebracht werden. Herkömmlicherweise liegen diese Materialien in durch Lösungsmittel verdünnter Form vor, weisen somit eine niedrige Viskosität auf und sind einfach zu handhaben. Allerdings ist die Verwendung von Lösungsmitteln aus Umweltschutzgründen zunehmend eingeschränkt worden, da sich die Verbraucher zunehmend der „verschwenderischen“ Natur dieser Prozesse in Form der zur Entfernung der Lösungsmittel erforderlichen Energie sowie der Auswirkungen ihrer Freisetzung in die Umwelt bewusst werden. Aus ethischen, leistungs- und prozessorientierten Gründen wird zunehmend lösungsmittelfreie Technologie gefordert.
Aus ethischer Sicht sind lösungsmittelfreie Materialien eine gute Wahl. Sie enthalten keine Lösungsmittel und somit werden viel weniger Lösungsmittel aus Ihrer Anlage freigesetzt. Je nach lokaler, regionaler und nationaler Gesetzgebung führt dies zu Kosteneinsparungen aufgrund einfacherer Einhaltung der gesetzlichen Vorgaben. Diese Materialien sind nicht brennbar und stellen allgemein eine viel geringere Gefahr für die menschliche Gesundheit dar, was mögliche Kosteneinsparungen bei Versicherungen zur Folge hat. Häufig ist der Energiebedarf für das Aushärten dieser Materialien deutlich geringer als bei mit Lösungsmitteln verdünnten Materialien, was zu einer Reduzierung der Energiekosten und der CO2-Emissionen führt.
Vom Leistungsstandpunkt aus gesehen werden lösungsmittelfreie Materialien in der Regel etwas dicker aufgetragen, was eine bessere Abdeckung und damit eine erhöhte Schutzeigenschaft bewirkt. Zwangsläufig sind die Formulierungen auch moderner und können die gestiegenen Schutzanforderungen neuer Anwendungen besser erfüllen, z. B. Thermoschockzyklen in der Automobilindustrie oder erhöhte Kondensationsbeständigkeit in der Luft- und Raumfahrt.
Aus Prozesssicht werden moderne Materialien dahingehend formuliert, dass sie die Schutzeigenschaften schneller erreichen, sei es durch Kondensation, UV, chemische Aushärtemechanismen oder eine Kombination davon. Moderne Materialien werden entwickelt, um die Fertigungsgeschwindigkeit und den Durchsatz zu erhöhen. Aufgrund ihrer Modernität werden die Eigenschaften dieser Materialien wohl erst in viel entfernterer Zukunft als veraltet gelten als die der älteren mit Lösungsmitteln verdünnten, deren Einsatz immer schwieriger werden wird und die immer weiter hinter den für moderne Konstruktionen geforderten Schutzfunktionen zurückbleiben werden.
UV-härtende Lacke
UV-härtende Materialien härten extrem schnell (in Sekunden) aus, wenn sie UV-Strahlung mit geeigneter Wellenlänge und Intensität ausgesetzt werden, und stellen somit eine äußert interessante Technologie zur Steigerung des Durchsatzes in der Fabrik und zur Reduzierung des Produktionsaufwands dar. UV-härtende Materialien bieten allgemein gute Schutzeigenschaften und können im Vergleich zu anderen Arten des Aushärtens eine verbesserte chemische Beständigkeit bieten. UV-härtende Materialien werden in der Druckindustrie bereits seit den 1960er Jahren eingesetzt und diese Technologie wurde in den 1980er Jahren, mit der Entwicklung der ersten Generation von UV-härtenden Schutzlacken, auf die Elektronikindustrie übertragen.
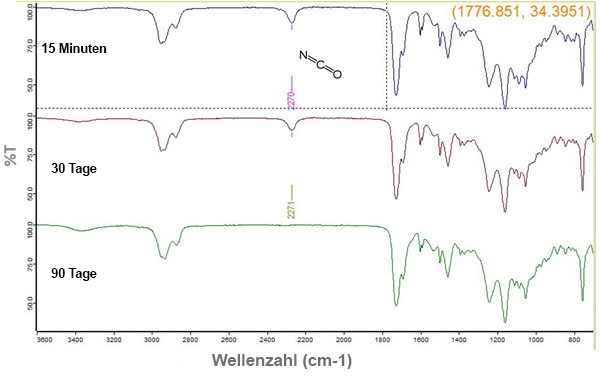
Allerdings bewegt sich das Licht nur in gerader Linie fort und das Aushärten kann nur im einsehbaren Bereich stattfinden. Aufgrund des dreidimensionalen Charakters einer Leiterplatte ist es durchaus wahrscheinlich, dass einige Bereiche der Leiterplatte nicht vollständig dem Licht ausgesetzt werden, insbesondere das Material auf der Rückseite von Komponentenleitungen und unter Komponenten. Aus diesem Grund müssen UV-härtende Materialien einen sekundären Aushärtemechanismus aufweisen, wobei dieser Mechanismus auf Feuchtigkeit, chemischer oder thermischer Wirkung beruhen kann. Herkömmlicherweise wurde Feuchtigkeitshärtung bevorzugt, da hierfür keine zusätzlichen Prozesse erforderlich sind. In diesem Fall ist das Material jedoch in der Regel in dem Licht ausgesetzten Bereichen gut ausgehärtet und die Schwierigkeit der Diffusion von Feuchtigkeit in den Lack und die Emission der Abgangsgruppen (üblicherweise Kohlendioxid) sind erhöht. Je besser die Lackbarriere, desto länger dauert der sekundäre Aushärtungsprozess. Es wurde über viele Tage, Wochen, Monate und sogar Jahre berichtet. Dies wird aus Abb. 1 ersichtlich. Anhand der Infrarotspektren, bei denen das Verschwinden des Isocyanat-Maximums eines führenden UV /feuchtigkeitshärtenden Schutzlack mit der Zeit auf einem Glasträger mit einer typischen Dicke von 150 Mikrometern verfolgt wird.
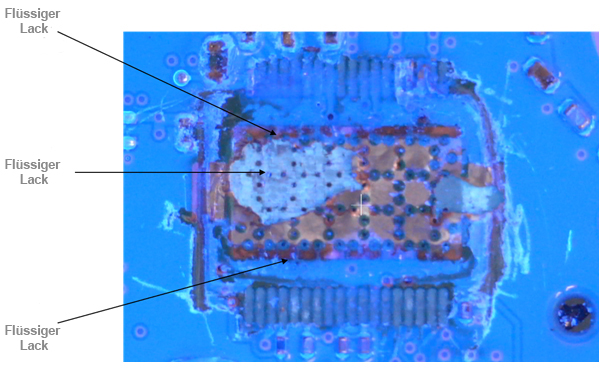
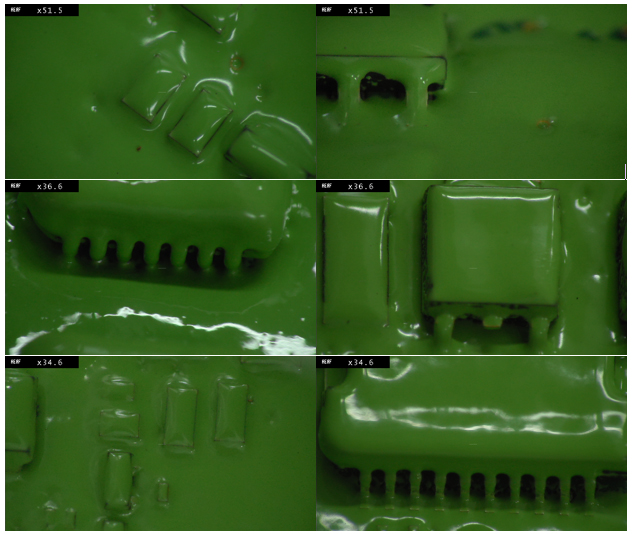
Das Isocyanat-Maximum benötigte 93 Tage, um bei einer Lagerung bei 23 °C, 50 % r. F. zu verschwinden. Dies deutet darauf hin, dass das Material mehr als 3 Monate benötigte, um seine endgültigen Eigenschaften zu erreichen. Wenn man dann an das Material unter einer Komponente denkt, das keine UV-Exposition erfährt und vollständig auf den sekundären Aushärtungsprozess angewiesen ist, wird deutlich, dass dies noch länger dauern könnte. Durch das Entfernen eines relativ kleinen SOIC nach 60 Tagen wurden Stellen von ziemlich zähflüssigem Lack im Schattenbereich freigelegt, wie in Abb. 2 dargestellt.
Durch Wärme aktivierte sekundäre Aushärtungsprozesse erfordern zusätzliche Prozesse und Zeit und negieren somit weitgehend den Vorteil der schnellen primären Aushärtung. Apropos: Das anfängliche schnelle Aushärten kann erhebliche Belastungen (mechanische Spannungen) bewirken und hat nur selten mehr als 70-80 % der theoretischen Umwandlung in ein Polymer zur Folge, sodass die Materialien reaktive Gruppen enthalten können, die inaktiv bleiben. Nach der Aussetzung gegenüber hohen Temperaturen (100 °C+) kann eine zusätzliche Polymerisation erfolgen, sodass die Materialien weiter aushärten, ihre Eigenschaften sich mit der Zeit verändern und sie bei Thermoschockübergängen anfälliger für Rissbildung sind.
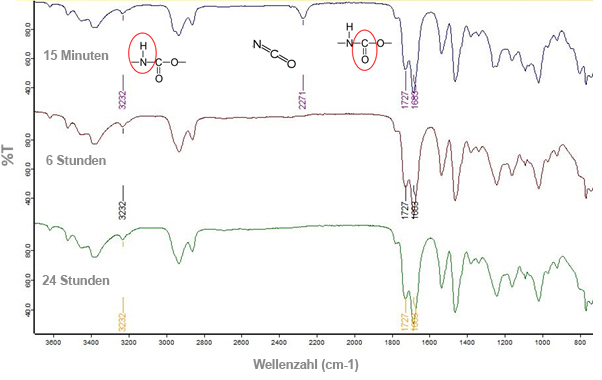
Materialien, die einen chemischen Sekundärprozess umfassen, härten jedoch innerhalb von 6 8 Stunden bei Raumtemperatur vollständig aus, nachdem sie geeignetem langwelligem UV-Licht (LED 365 nm oder eisendotiertes „D“-Leuchtmittel) ausgesetzt wurden, wie in Abb. 3 dargestellt. Das Isocyanat-Maximum ist innerhalb von 6 Stunden vollständig verschwunden.
Durch die einzigartige Formulierung dieser Materialien wird die mechanische Restspannung im Material minimiert und die Aushärtung erreicht einen sehr hohen Umwandlungsgrad, sodass es nur zu minimalen Veränderungen der Eigenschaften während der thermischen Alterung kommt.
Um die Veränderungen der physikalischen Eigenschaften der Materialien aufgrund des thermischen Alterungsprozesses im Rahmen typischer Thermoschockversuche zu beurteilen, wurden Testmuster aus den geprüften Materialien geformt und bei empfohlener UV-Wellenlänge und Dosis ausgehärtet. Diese Platten wurden anschließend aus der Teflonform entnommen, in „Hundeknochen-Formen“ gestanzt und 60 Tage unter Umgebungsbedingungen (25 °C/45-55 % r. F.) ausgehärtet. Anschließend wurden 5 der „Hundeknochen-Formen“ bei -40 °C, -20 °C, 0 °C, 20 °C, 60 °C, 100 °C und 130 °C auf Dehnung und Elastizitätsmodul geprüft. Die Ergebnisse waren konsistent und der ermittelte Mittelwert wird unten dargestellt.
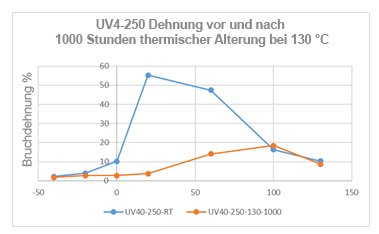
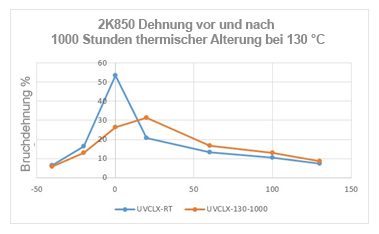
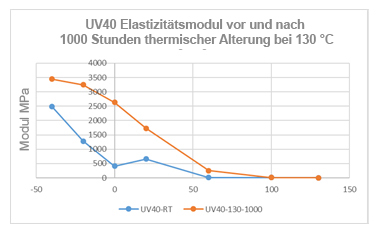
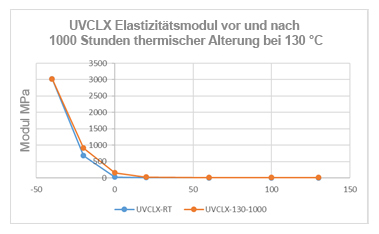
Bei der Profildarstellung von Elastizitätsmodul und Bruchdehnung, zwei Schlüsselindikatoren für das Thermoschockverhalten, werden diese Veränderungen der Materialeigenschaften nach der thermischen Alterung deutlich, wie in Abb. 4-7 dargestellt.
Betrachtet man das in Abb. 4 dargestellte herkömmliche UV-/feuchtigkeitshärtende Material, so ist ein deutlicher Rückgang der gesamten Bruchdehnung des Materials zu verzeichnen, wobei sich der Maximalwert von etwa Raumtemperatur zu etwa um 100 °C verändert. Dies zeigt, dass das Material während der thermischen Alterung weiter vernetzt hat und spröder geworden ist. Abb. 5 enthält die Darstellung für das chemisch härtende Material. Es kommt zu einem allgemeinen Elastizitätsanstieg und einer stark verringerten Verschiebung der maximalen Elastizität von ca. 0 °C auf 20 °C. Im Allgemeinen ist das Profil ähnlich und es gibt keine größeren Verhaltensabweichungen, was zeigt, dass sich das Material während des thermischen Alterungsprozesses nicht wesentlich verändert hat und elastisch und biegsam bleibt.
In Abb. 6 zeigt sich ein deutlicher Anstieg des Elastizitätsmoduls des herkömmlichen UV /feuchtigkeitshärtenden Materials. Dies deutet auf eine höhere Steifigkeit und eine starke Erhöhung der Spannung an den Lötstellen über einen größeren Bereich hin, wohingegen das Elastizitätsmodul beim chemisch härtenden Material während der Alterung konstant bleibt.
Ganz allgemein betrachtet zeigt sich bei Betrachtung der Ergebnisse, dass die herkömmlichen Materialien bei Temperaturen unterhalb der Umgebungstemperatur tendenziell sehr steif und unelastisch sind, während das chemische Härtesystem bis -20 °C elastisch blieb, aber selbst bei -40 °C noch einen gewissen Dehnungsgrad aufwies.
Wärmeausdehnungskoeffizient (CTE – Coefficient of Thermal Expansion) und Glasübergangstemperatur (Tg)
Zusätzlich zu den dargestellten Werten für Modul und Dehnung stellen der CTE- und der Tg-Wert wichtige Zahlen dar, die die Schäden an den Lötstellen bei Temperaturschwankungen bestimmen, und die Diskrepanz zwischen dem CTE der Baugruppe (5-15 ppm) und dem Lack (>100 ppm) zumindest teilweise ein Grund dafür sind, dass der Lack bei der Thermoschockprüfung reißt.
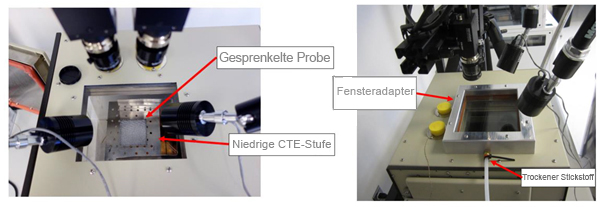
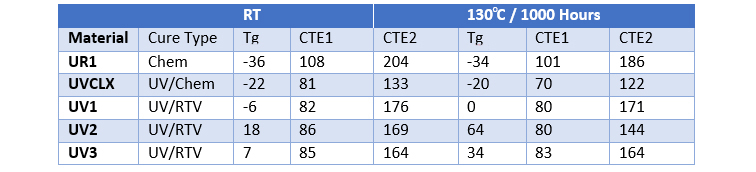
Die CTE-Werte einer Vielzahl von Lacken wurden mittels digitaler Bildkorrelation (Digital Image Correlation, DIC) gemessen, einem hochgenauen optischen Messverfahren, wie in Abb. 8 unten dargestellt. Dieses Messverfahren eignet sich insbesondere für Lackmaterialien, bei denen herkömmliche TMA-Verfahren (thermomechanische Analyse) aufgrund von Erweichung der Proben ungenau sein können. Die Probeplatten wurden zusammen mit denjenigen für die Herstellung der „Hundeknochen-Formen“ für die Dehnungs- und Modulstudie hergestellt, ausgehärtet und gealtert. Die Ergebnisse der DIC-Arbeiten sind in Tabelle 1 dargestellt. CTE1 ist der CTE im Bereich unterhalb des Tg und CTE2 ist der oberhalb des Tg verzeichnete CTE-Wert.
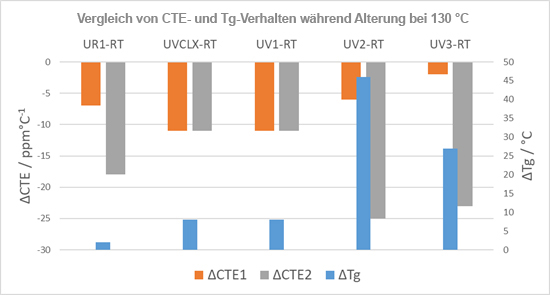
Diese Daten, wie in Abb. 9 dargestellt, verdeutlichen, dass nicht nur der Tg der verschiedenen Schichten mit zunehmender Alterung (mehr oder weniger stark) ansteigt, sondern dass es auch zu einer wiederum mehr oder weniger starken entsprechenden Reduzierung des CTE aufgrund des Alterungsprozesses kommt.
Die UV-/feuchtigkeitshärtenden Materialien zeigten eine stark erhöhte Verschiebung des Tg und größere Veränderungen des CTE, insbesondere bei CTE2. Dies deutet darauf hin, dass das Material während der thermischen Alterung zunehmend vernetzt wird, was wiederum mit den zuvor dargestellten Daten für Dehnung und Modul übereinstimmt. Bei den chemisch härtenden und UV /chemisch härtenden Materialien hingegen zeigte sich eine wesentlich geringere Veränderung der Eigenschaften, wiederum in Übereinstimmung mit den vorherigen Daten.
Thermoschockprüfung
Während das Ausbleiben von Veränderungen der physikalischen Eigenschaften während der thermischen Alterung einen wichtigen Parameter bei der Materialwahl darstellt, liegt der Schlüssel zur Leistungsfähigkeit in einer Kundenanwendung darin, ob ein Material dem erforderlichen Thermoschockprofil standhalten kann, ohne dass sich Risse bilden oder zusätzliche Spannung auf die Lötstellen ausgeübt wird.
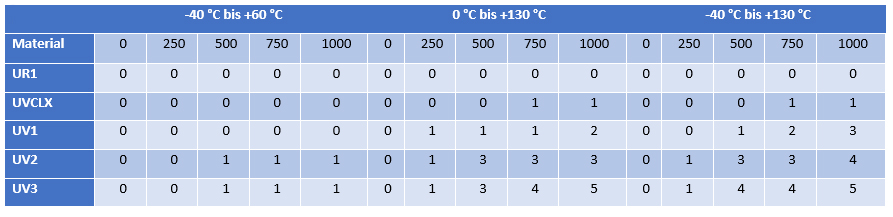
Um dies zu untersuchen, wurden 12 Motorsteuergeräte (Engine Control Units, ECU) wahlweise mit jedem der 5 untersuchten Lacke in normaler Dicke beschichtet. 4 Leiterplatten wurden einem vollständigen Thermoschockversuch von -40 °C bis +130 °C, 4 Leiterplatten wurden einem Thermoschockverlauf von 0 °C bis 130 °C und die verbleibenden Leiterplatten wurden einem Thermoschockverlauf von -40 °C bis +60 °C unterzogen. Nach 250 Zyklen eines jeden Prüfzyklus wurden die Leiterplatten einer Sichtprüfung auf Risse im Lack unterzogen; die Ergebnisse sind in Tabelle 2 zusammengefasst. Die Zusammenfassung der Ergebnisse erfolgt anhand der folgenden Bewertungskriterien:
0 – keine Risse vorhanden
1 – Risse vorhanden bei <5 % der Komponenten
2 – Risse vorhanden bei 5-10 % der Komponenten
3 – Risse vorhanden bei 11-15 % der Komponenten
4 – Risse vorhanden bei 16-20 % der Komponenten
5 – Risse vorhanden bei >21 % der Komponenten
Die auffälligste aus diesem Experiment resultierende Beobachtung war, dass die Leiterplatten, die dem Zyklus von -40 °C bis +60 °C ausgesetzt waren, derart wenig Risse aufwiesen, und dass derart wenige Unterschiede zwischen den Leiterplatten zu finden waren, die die anderen Schockverläufe durchlaufen hatten.
Ein Aspekt wurde jedoch sehr deutlich: Bei den Materialien mit den stabilsten Eigenschaften während des thermischen Alterungsprozesses, den chemisch härtenden und den UV-/chemisch härtenden Materialien, bildeten sich während des Thermoschockversuchs nur sehr wenige Risse (wie in Abb. 10 dargestellt). Bei UV1, mit den stabilsten thermischen Alterungseigenschaften der herkömmlichen UV-/feuchtigkeitshärtenden Materialien, kam es zu viel weniger umfangreicher Rissbildung als bei UV2 und UV3.
Schlussfolgerung
Der Mechanismus der UV-/chemischen Aushärtung kann nachweislich innerhalb von 6 Stunden (bis zur Nachweisgrenze mittels IR-Spektroskopie) abgeschlossen werden. Dagegen ist ein extrem langer Zeitraum zum Abschluss des Mechanismus der Aushärtung durch UV/Feuchtigkeit erforderlich; dieser betrug mehr als 3 Monate auf einem Glasträger.
Das UV-/chemisch härtende Material wies eine signifikant höhere Stabilität der wichtigsten physikalischen Eigenschaften während der thermischen Alterung im Vergleich zu den herkömmlichen UV-/feuchtigkeitshärtenden Materialien auf. Diese höhere Stabilität der Eigenschaften führte zu einer signifikant verbesserten Thermoschockleistung im Vergleich zu den etablierten UV‑/feuchtigkeitshärtenden Materialien.
Nicht verpassen - stimmen Sie zu, um E-Mails von Electrolube zu erhalten.
Seien Sie der Erste, der von neuen Produkten erfährt.
Bleiben Sie über die Entwicklungen bei Spezialchemikalien für Ihre Branche auf dem Laufenden.
Lesen Sie technische Artikel von unserem Expertenteam.
Electrolube schätzt und respektiert Ihre Privatsphäre. Bitte lesen Sie die Datenschutzerklärung für weitere Informationen.
Treten Sie mit Electrolube in Kontakt
Unser einzigartiger, sehr persönlicher Kundenservice erstreckt sich bis in alle Ecken der Welt. Sie können sich darauf verlassen, dass unser umfassend geschultes Personal über die neuesten technologischen Entwicklungen informiert und auf dem neuesten Stand ist. Ein benannter direkter Ansprechpartner trägt dazu bei, dass wir eng mit unseren Kunden zusammenarbeiten und Probleme so effizient wie möglich lösen. Für die neuesten Nachrichten und Updates von Electrolube folgen Sie uns auf unseren sozialen Kanälen über die folgenden Links: