

In den letzten Monaten habe ich die Leserschaft ermutigt, einen genaueren Blick auf Probleme mit Schutzlacken zu werfen, insbesondere auf solche, die Elektronik-Entwickler in den frühesten Stadien eines Projekts angehen könnten. In einer kürzlich erschienenen Kolumne habe ich auch Ratschläge gegeben, wie Sie einige der potenziellen Fallstricke, die Ihren Beschichtungsprozess zu sabotieren drohen, identifizieren können. In diesem, meinem letzten Beitrag, werfe ich einen Blick auf einige Probleme, mit denen Sie mit Sicherheit konfrontiert werden: von Bereichen der beschichteten Leiterplatte, die sich einfach weigern, vollständig auszuhärten, über das Maskieren von Bauteilen bis hin zum Orangenhauteffekt und der Untersuchung des Unterschieds zwischen einem kritischen und einem unkritischen Bereich auf einer Leiterplatte.
1) Woran scheitern Beschichtungsqualität und Zykluszeit einer typischen selektiven Lackieranlage?
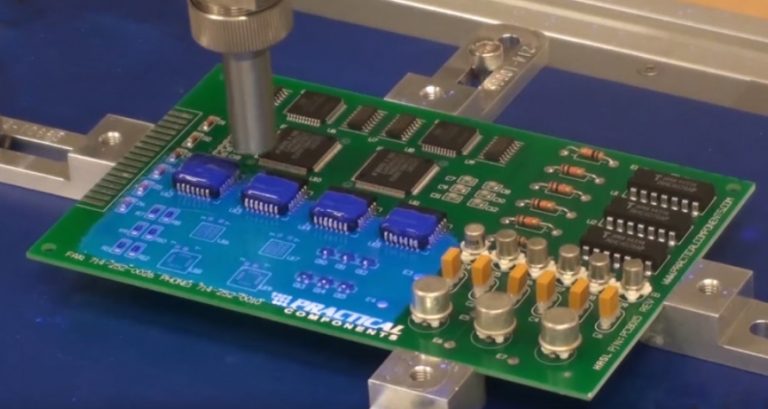
Selektive Lackieranlagen tragen einen Streifen Beschichtungsmaterial auf. Sie sind so programmiert, dass der Materialfluss bei Bedarf stoppt und startet. Durch das Aufbringen dieser Streifen kann ein Beschichtungsmuster erzeugt werden, das Bereiche wie Schalter, Steckverbinder und Messpunkte ausspart, die nicht beschichtet werden dürfen, um eine Beeinträchtigung von Form, Passform oder Funktion zu vermeiden. Die aufgetragenen Beschichtungsstreifen liegen in der Regel im Bereich von 8-15 mm Breite, um eine optimale Genauigkeit zu erreichen und ein Überlappen und Spritzer zu minimieren. Wenn der zu beschichtende Bereich weniger als 8 mm breit ist, muss dort ein Dosieren z.B. mit Mikronadel erfolgen, was ein Taktzeitkiller ist.
Aufgrund der Kombination aus der X/Y-Positionsgenauigkeit der Maschine, der Fliessdynamik des Materials und der Bauteiltopographie sind 2-3 mm in der Regel der Mindestabstand zu nicht zu lackierenden Bereichen. Alles darunter ist für einen komfortabel wiederholbaren Lackierprozess nicht angenehm, stellt dies ein Problem dar und macht wiederum ein Dispensen erforderlich. Ergo ein weiterer Prozessschritt, der die Zykluszeit verschlechtert.
2) Warum müssen Sie einige Komponenten/Bereiche der Platine maskieren?
Einige Bereiche der Platine, wie z.B. Messpunkte, müssen möglicherweise maskiert werden, um Funktionstests nach der Beschichtung zu ermöglichen. Hier ist das Auftragen von Lack zu vermeiden. Andere Bereiche müssen maskiert werden, um z. B. Etiketten nicht zu verdecken, im Wesentlichen aber überall dort, wo das Aufbringen von Lack aus Sicht der Form, Passform oder Funktion unerwünscht ist. Bei nicht abdedichteten Steckverbindern, Schaltern usw. besteht das Hauptproblem darin, dass der Lack auf Grund des Kapilareffekts “aufsaugt” und die Kontaktflächen des mit Schutzlack benetzt und möglicherweise isoliert werden, was letztlich zum Ausfall des Steckverbinders oder Schalters führen kann.
3) Können Sie bitte den “Orangenhauteffekt” genauer erklären? D.h., woher kommt er? Warum tritt er auf? Kann er zum Ausfall der Leiterplatte führen oder andere schädliche Auswirkungen haben?
Orangenhaut ist ein kosmetischer Defekt, bei dem das Aussehen der Beschichtungsoberfläche unter den richtigen Lichtverhältnissen matt und gesprenkelt erscheinen kann und an die Schale einer Orange erinnert (daher der Name). Der Begriff Orangenhaut wird jedoch nur unzureichend verstanden und oft fälschlicherweise zur Beschreibung einer Vielzahl anderer kosmetischer und funktioneller Defekte verwendet.
Echte Orangenhaut ist in erster Linie ein Problem bei Lacken, die durch Lösemittelverdunstung trocknen. Während der Trocknung eines lösemittelhaltigen Lackfilms verdampft das Lösemittel an der Oberfläche, was zu Unterschieden in Temperatur, Oberflächenspannung, Lösemittelkonzentration und Dichte innerhalb des Films führt. Um das neu entstandene thermodynamische Ungleichgewicht auszugleichen, entstehen Strömungen im Lackfilm. Diese Strömungen erzeugen Wirbel in der Trocknungsschicht, ein Phänomen, das als Bildung von Bénard-Zellen bekannt ist. Die Oberflächenspannung ist an den Rändern der Zellen höher als in ihren Zentren und das Beschichtungsmaterial fließt von Regionen mit niedrigerer Oberflächenspannung zu Regionen mit höherer Oberflächenspannung. Die dadurch entstehenden Unebenheiten in der Oberfläche trocknen in den Lackfilm ein. Dadurch entsteht eine unregelmäßige Oberfläche, da die Beschichtung unter normalen Lichtverhältnissen eine ausgeprägte Textur aufweist, die an die Schale einer Orange erinnert.
Unter UV-Licht erscheint die Beschichtung jedoch in der Regel homogen, sofern die Schichtdicke ausreicht, um eine korrekte Fluoreszenz zu verursachen. Der Effekt der Orangenhautbildung zeigt sich bei schnell trocknenden Lacken und insbesondere bei dickem Auftrag in verstärktem Maße. Da dieser Effekt in erster Linie kosmetischer Natur ist und den Langzeitschutz der Beschichtung nicht wirklich beeinträchtigt, wurde er als Mangel aus verschiedenen Prüfrichtlinien entfernt. Wenn die Beschichtung im richtigen Schichtdickenbereich aufgetragen wird und sehr schnell trocknende Lösemittel in der Formulierung des Lacks durch langsamer trocknende Lösemittel ersetzt werden, lassen sich diese Probleme weitgehend beseitigen.
Manchmal kann die Bildung von winzigen Bläschen aus Mikroschaum in der Oberfläche der Beschichtung einen Mattierungseffekt verursachen und mit Orangenhaut verwechselt werden, aber dies läßt sich in der Regel unterm Mikroskop, sowie insbesondere unter UV-Licht, feststellen und ist in der Regel das Ergebnis einer Änderung des Sprühdrucks oder einer Änderung des Aushärtungsprofils. Diese winzigen Bläschen können normalerweise als rein kosmetisches Problem ignoriert werden, es sei denn, sie überbrücken Leiterabstände oder legen metallische Oberflächen frei. Wenn das Material nicht kontinuierlich fluoresziert, handelt es sich nicht um Orangenhaut, sondern wahrscheinlich um eine Entnetzung aufgrund von Verunreinigungen.
4) Was ist der Unterschied zwischen einem kritischen und einem unkritischen Bereich einer Platine?
Normalerweise bewerten Ingenieure während des Designs und der Entwicklung die Robustheit ihres Board-Designs und der Prototypen. Sie legen fest, dass bestimmte Bereiche der Leiterplatte oder Komponenten für die Leistung kritisch und störanfälliger sind als andere Bereiche, und konzentrieren ihre Beschichtungs- oder Schutzstrategien auf diese kritischen Bereiche. Diese werden oft als “MUST COAT”-Bereiche bezeichnet. Bereiche der Leiterplatte, die NICHT beschichtet werden MÜSSEN, wie z.B. Steckverbinder, Schalter, Testpunkte oder andere Bereiche, die die Passform oder Funktion beeinträchtigen, werden als “MUST NOT COAT”-Bereiche gekennzeichnet. Die übrigen Bereiche werden vorzugsweise als DON’T CARE-Bereiche der Platine gekennzeichnet. Dies hilft, die Beschichtung der Baugruppe zu vereinfachen, indem man sich auf das konzentriert, was für den erfolgreichen Beschichtungsvorgang am wichtigsten ist.
5) Wie ist es möglich, dass einige Bereiche einer beschichteten Leiterplatte nie vollständig aushärten?
Es gibt mehrere Gründe, warum Schutzlacke in einigen Bereichen einer beschichteten Leiterplatte möglicherweise nie vollständig aushärten, die jeweils von der Aushärtungschemie abhängen. Bei wasserverdünnten Materialien zum Beispiel entwickelt sich ein Film, wenn das Wasser verdunstet. Der Trocknungsprozess aber kann extrem lange dauern, was mit der aufgetragenen Schichtdicke exponentiell zunehmen kann. Wenn das Material unter ein Bauteil gelangt und das Bauteil mit Beschichtungsmaterial benetzt ist, trocknet das Material an den Bauteilanschlüssen viel schneller und kann die anschließende Trocknung des Materials unter dem Bauteil sogar behindern. Das verdampfende Wasser kann nicht ohne weiteres durch diese Schicht hindurch, so dass es keinen kinetischen Antrieb für das restliche Wasser gibt, um zu verdampfen, und die Beschichtung wird leitfähig bleiben.
Bei UV-härtbaren Materialien wird der primäre Reaktionsmechanismus durch UV-Strahlung geeigneter Wellenlänge und Intensität ausgelöst. Licht bewegt sich nur in geraden Linien, und aufgrund der 3D-Topographie einer typischen Leiterplatte und der Tendenz, dass sich Material unter die Komponenten zieht, wird es immer Bereiche geben, die die UV-Strahlung nicht sehen. Um dieses Problem zu lösen, fügen die Formulierer einen sekundären Aushärtungsmechanismus hinzu, der in der Regel durch Feuchtigkeit ausgelöst wird. Das Problem ist ähnlich wie bei wasserverdünnten Schutzlacken, dass das Beschichtungsmaterial sehr oft um das Bauteil herum aushärtet, da es dem UV-Licht ausgesetzt war. Wenn die Beschichtung eine gute Barriere gegen Feuchtigkeit darstellt (was man sich von einem ausgehärteten Schutzlack erhofft), kann es sehr, sehr lange dauern, bis Feuchtigkeit durchdiffundiert und den sekundären Aushärtungsmechanismus auslöst. Selbst wenn dies geschieht, werden 50-70% einer typischen Formulierung nicht an der Feuchtigkeitsreaktion beteiligt sein und das Produkt, das nur durch den sekundären Mechanismus “gehärtet” wird, wird sehr unterschiedliche Eigenschaften im Vergleich zum Bulkmaterial haben.
Platinkatalysatoren, wie sie in bestimmten unter Wärmezufuhr ausgehärteten Silikonmaterialien verwendet werden, reagieren sehr empfindlich auf das Vorhandensein von Verunreinigungen auf der Platte, die den Katalysator vergiften und die Aushärtung verhindern können. Zu diesen Verunreinigungen gehören viele Amine und Halogenide, Flusssäuren und andere Chemikalien, die in der Elektronikmontage weit verbreitet sind. Reinigung, Sauberkeit und Prozesskontrolle sind bei diesen Materialtypen sehr wichtig.
Es ist keine leichte Aufgabe, den richtigen Schutzlack für Ihr Produkt auszuwählen, ganz zu schweigen von der Gewissheit, dass Sie mit dem Auftragen des Lacks das ultimative Ziel, den Schutz Ihrer Elektronik, erreicht haben. Schutzlacke sind in vielen generischen Formen erhältlich und jeder Typ hat seine Stärken und Schwächen. Wählen Sie die richtige Beschichtung für Ihren Verwendungszweck und Ihre Betriebsumgebung, und nicht eine, die von Ihrem Zulieferer verwendet wird oder für eine andere Produktlinie für eine andere Anwendung qualifiziert ist. Und, was am wichtigsten ist, stellen Sie sicher, dass Sie Ihre Konstruktion testen, um sicherzustellen, dass sie ausreichend robust für die beabsichtigte Anwendung ist. Nur weil eine Beschichtung eine Industriestandard-Zulassung hat, bedeutet das nicht, dass diese Ihre Anforderungen an die Beschichtung erfüllt. Testen ist der Schlüssel, um zu wissen, was Ihr Material leisten kann und was nicht.
Wenn Sie Fragen haben oder weitere Informationen über die Auswahl und/oder Anwendung von Schutzlacken wünschen, dann können Sie sich auf den Erfahrungsschatz unseres technischen Support-Teams verlassen, das Ihre Fragen gerne beantwortet und Sie fachkundig berät. Halten Sie Ausschau nach meiner nächsten Kolumne, in der ich weitere Tipps zum Thema Beschichtung geben werde.