Wenn unser Sortiment nicht ganz Ihren Anforderungen entspricht, arbeiten unser technischer Support, sowie unsere Forschungs- und Entwicklungsteams gern mit Ihnen zusammen, um Ihr Problem zu lösen und die perfekte Lösung zu finden.
Zweikomponentige (2K) Schutzlacke auf den Prüfstand gestellt
Phil Kinner von Electrolube erklärt, wie die 2K-Reihe einigen der strengsten Tests unterzogen wurde
Die Leistungsanforderungen an Schutzlacke werden immer anspruchsvoller, da die Elektronik zunehmend immer feindseeligeren Betriebsumgebungen ausgesetzt ist. Gleichzeitig entwickelt sich die Umweltgesetzgebung weiter, wobei der Schwerpunkt auf der Reduzierung des Lösemittelverbrauchs und der Emissionen flüchtiger organischer Verbindungen (VOC) liegt. Die Verwendung von lösemittelfreien Silikon-Schutzlacken ist mittlerweile ausgereift, aber häufig können diese Materialien aufgrund des Risikos einer Silikonverschleppung oder einfach aufgrund ihrer mangelnden Schutzwirkung unter feindlichen Einsatzbedingungen, insbesondere in Bereichen mit hoher Luftfeuchtigkeit und Schadgasen, nicht verwendet werden.
Die Verwendung von einkomponentigen UV-härtbaren Materialien hat in den letzten zehn Jahren erheblich zugenommen, wobei eine schnelle Aushärtung für viele von ihnen Produktivitätsvorteile bringt. Die derzeitigen einkomponentigen UV-Materialien weisen jedoch häufig Härtungsprobleme auf, wenn sie auf Leiterplatten mit hohen Komponenten aufgetragen werden, die bei der Belichtung mit UV-Licht Schattenbereiche schaffen und auf Grund ihrer Höhe aus dem Fokus laufen, wodurch die Lichtintensität und der Härtungsgrad verringert werden. Folglich muss ein sekundärer Aushärtemechanismus die UV-Härtung ergänzen, typischerweise ein feuchtigkeitsaktivierter oder wärmeaktivierter Mechanismus.
Eine neue Reihe innovativer VOC-freier, schnell härtender, hochleistungsfähiger zweikomponentiger Schutzlacke, die für das Aufbringen durch selektive Beschichtung entwickelt wurden, wird vorgestellt. Die grundlegende Chemie hinter den neuen 2K-Beschichtungsmaterialien von Electrolube ist nicht neu, aber das lösungsmittelfreie selektive 2K-Beschichtungsverfahren ist es und ermöglicht einen technologischen Durchbruch, mit dem alle Vorteile von 2K-Beschichtungsmaterialien realisiert werden können.
Die 2K-Materialien bieten eine lösungsmittelfreie Alternative zu UV- und Silikonmaterialien. Sie erfordern weniger Kapitalinvestitionen als UV-Materialien und zeigen eine bessere Leistungsfähigkeit als die meisten Silikone es unter rauen Umgebungsbedingungen tun. Electrolube unterzog den neuen 2K-Bereich gemeinsam mit UV- und Silikonbeschichtungen einer Prüfung, die Thermoschock-, Salzsprüh- und Betauungstests, sowie eine Schadbegasung umfasste.
Fortschritte in der Technologie selektiv aufgetragener Schutzlacke
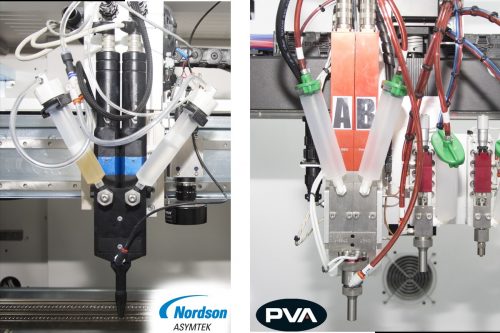
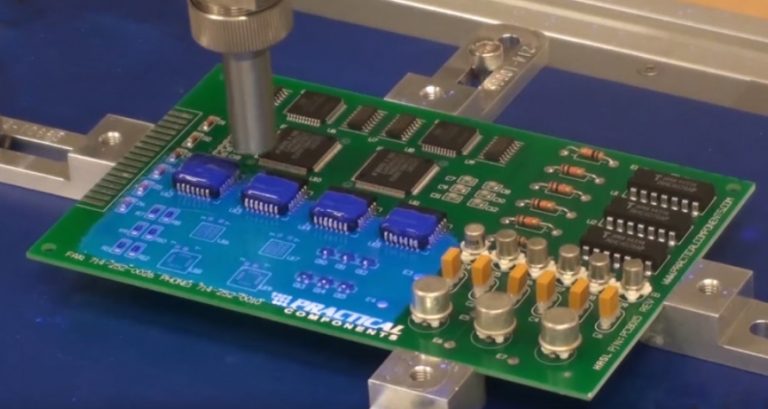
Bei Beschichtungsanwendungen ist die Steuerung der Durchflussrate auf einem angemessen niedrigen Niveau unter Beibehaltung der richtigen Mischungsverhältnisse die Herausforderung, welche kürzlich durch die Verwendung speziell entwickelter Verdrängerpumpen mit geringem Volumen überwunden wurde, wie in Abb. 1 gezeigt.
Die Pumpen steuern die Durchflussraten der einzelnen Komponenten innerhalb einer Toleranz von ±1%, behalten die Kontrolle über das Volumenmischungsverhältnis bei und stellen so die korrekte Aushärtung und die Eigenschaften der aufgetragenen Materialien sicher. Darüber hinaus kann das Verfahren des Sprühkopf bis zu dreimal schneller erfolgen, als dies bei herkömmlichen Sprühanwendungen mit Materialien mit 100% Feststoffanteil der Fall ist, wodurch die Beschichtungszykluszeiten erheblich verkürzt werden. Während die 2K-Beschichtungsmaterialien dünn (50-75 µm) aufgetragen werden können, wurden sie so entworfen, formuliert und getestet, dass sie auch in viel größeren Schichtdicken (250-300 µm) aufgetragen werden können, um eine verbesserte Abdeckung von Komponenten und deren Kontaktbeinchen zu ermöglichen.
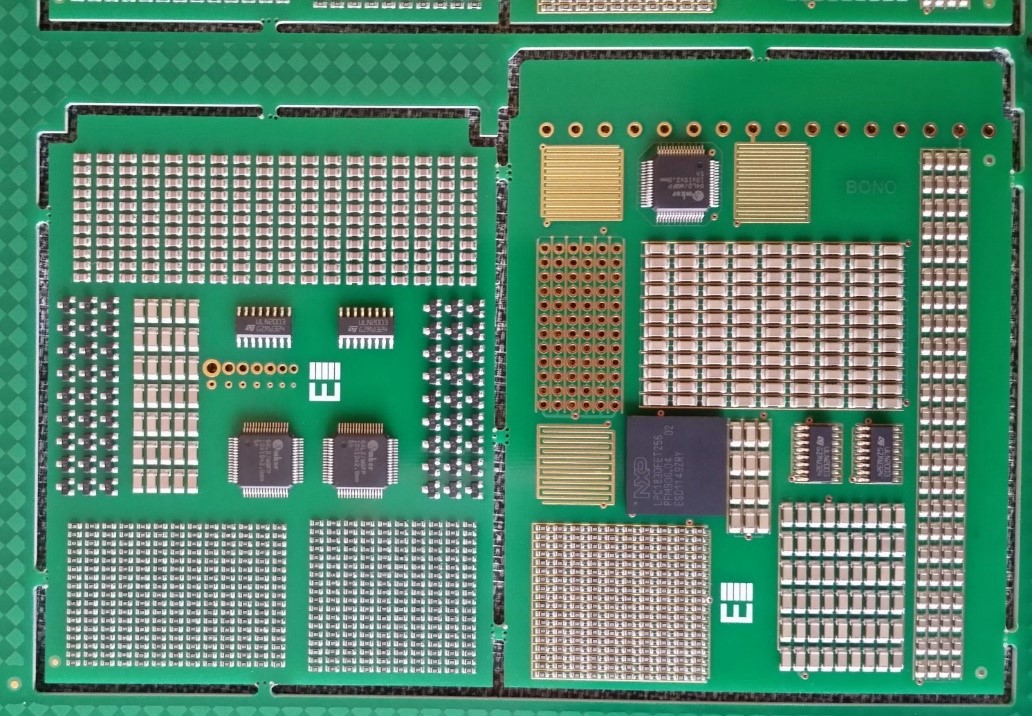
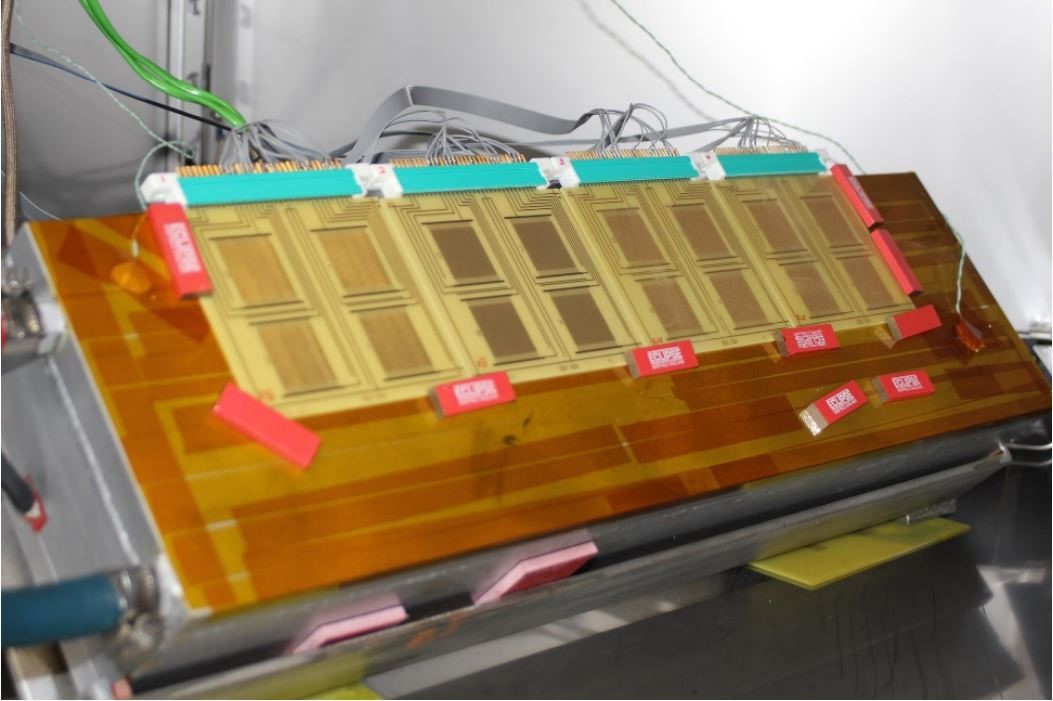
Eine neue Testleiterplatte zur Ermittlung des Oberflächendurchgangswiderstand (SIR – Surface Insulation Resistance) wurde entwickelt, um realere Tests von Schutzlacken zu simulieren. Diese Leiterplatte ist mit nicht funktionalen Komponentenarrays bestückt Abb. 2.
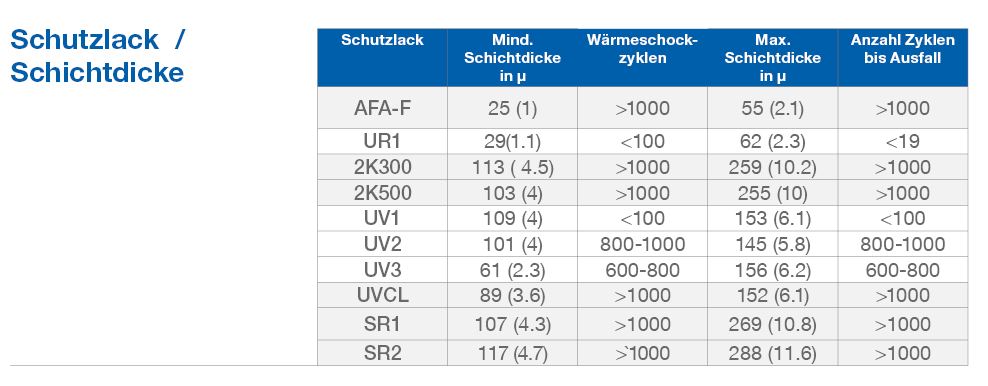
Thermoschocktest
Der Temperaturschock ist ein hochbeschleunigter Stresstest, der insbesondere von der Automobilindustrie bevorzugt wird, um die Wahrscheinlichkeit zu bewerten, dass eine Beschichtung während des Betriebs reißt. Viele UV-Beschichtungen können den aktuellen Anforderungen von 1000 Thermoschockzyklen ohne Rissbildung nicht standhalten.
Die folgenden Schutzbeschichtungen (in Tabelle 1 gezeigt) wurden mit einer Asymtek SelectCoat SL-940E aufgetragen (Abb. 1). Alle Beschichtungen wurden mit einer minimalen und maximalen Zieldicke aufgetragen, die eine gleichmäßige Bedeckung ergab und den Industriestandards entsprach. Die Beschichtungen wurden gemäß den Empfehlungen des Herstellers ausgehärtet und für weitere 4 Wochen eine Nachhärtung ermöglicht. Die beschichteten Leiterplatten wurden dann 1000 Thermoschockzyklen (-40°C bis +130°C) in einer ESPEC TSA-102EL-Kammer ausgesetzt. Die Leiterplatten wurden nach 50 Zyklen, 200 Zyklen und dann alle weiteren 200 bis 1000 Zyklen bei 50-facher Vergrößerung visuell untersucht.
Die Ergebnisse zeigen deutlich, dass die 2K-Materialien bei diesem Temperaturschocktest im Vergleich zu beiden, den lösemittelverdünnten und den UV-härtbaren Materialien, sehr gut abschnitten (siehe Tabelle 1). Interessanterweise war selbst bei 2,5-facher Dicke im Vergleich zu den UV-Materialien die Fähigkeit, den Thermoschockzyklen standzuhalten, signifikant größer und vergleichbar mit der Leistung von Silikonmaterialien, von denen bekannt ist, dass sie bei Thermoschocktests recht widerstandsfähig sind.
Angetriebener Salzsprühnebel-Test
Nach Abschluss des Thermoschocktests und der Sichtprüfung wurden die Leiterplatten einer 96-stündigen Exposition gegenüber Salzsprühnebel (5% NaCl (aq)) ausgesetzt. Eine Zusammenfassung der Daten wird in Abb. 4 gezeigt, die die durchschnittlichen SIR-Werte des auf der Testleiterplatte enthaltenen IPC B-24-Musters zeigt.
Die 2K-Materialien boten sowohl während der Nassphase als auch nach dem Abtrocknen eine hervorragende Salzsprühnebelbeständigkeit und Werte auf einem ähnlichen Niveau wie die Silikonmaterialien. Die UV- und lösemittelverdünnten Polyurethanmaterialien, die während des Thermoschocktests gerissen waren, zeigten während des Tests einen relativ schlechten Schutz und eine minimale Erholung des SIR nach Abschluss des Tests.
Test mit fließendem Schadgasgemisch
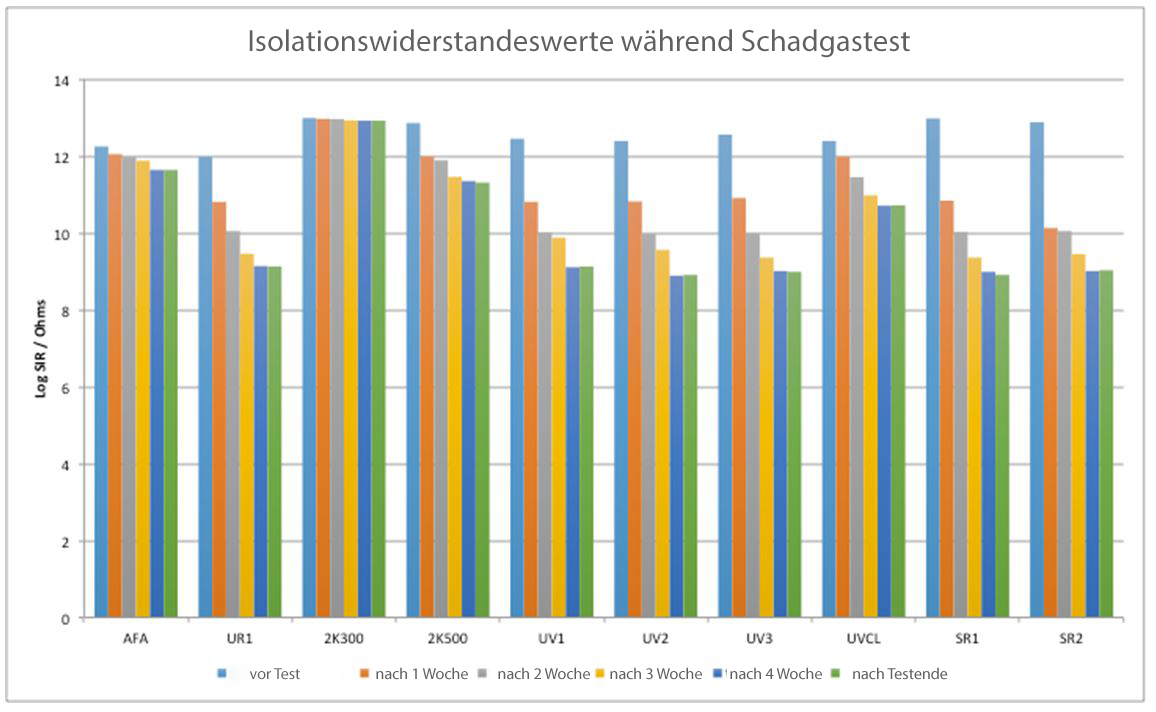
Die Leiterplatten wurden dann für 28 Tage einer Schadbegasung gemäß IEC 68-2-60, Klasse 3 ausgesetzt, wie nachstehend in Tabelle 2 gezeigt.
SIR-Messungen wurden unter Laborbedingungen (25°C, 50% relative Luftfeuchtigkeit) vor Beginn des Tests, in wöchentlichen Intervallen und 24 Stunden nach Abschluss des Tests durchgeführt, wie in Abb. 5 gezeigt.
Wie erwartet schnitten Materialien, die bei den vorangegangenen Thermoschocktests nicht gerissen waren, im Schadgastest besser ab. Die Silikonmaterialien zeigten in diesem Test ein ähnliches Verhalten wie die gerissenen UV-Materialien, was darauf hindeutet, dass die Silikonmaterialien für diese korrosiven Gase recht porös sind. Die dickeren 2K-Beschichtungen und das ungerissene Acrylmaterial zeigten sehr gute Barriereeigenschaften gegen die Schadbegasung.
Betauungsprüfung
Kondensationstests werden insbesondere in der Automobilindustrie immer wichtiger. Aufgrund traditioneller Testinkonsistenzen entwickelte das britische National Physical Laboratory einen alternativen Kondensationstest, bei dem die Kammerbedingungen stabil bleiben und die Temperatur des Testteils unter den Taupunkt gesenkt wird, wodurch eine kontrollierte Betauung auf der kühleren Oberfläche des Prüflings realisiert wird.
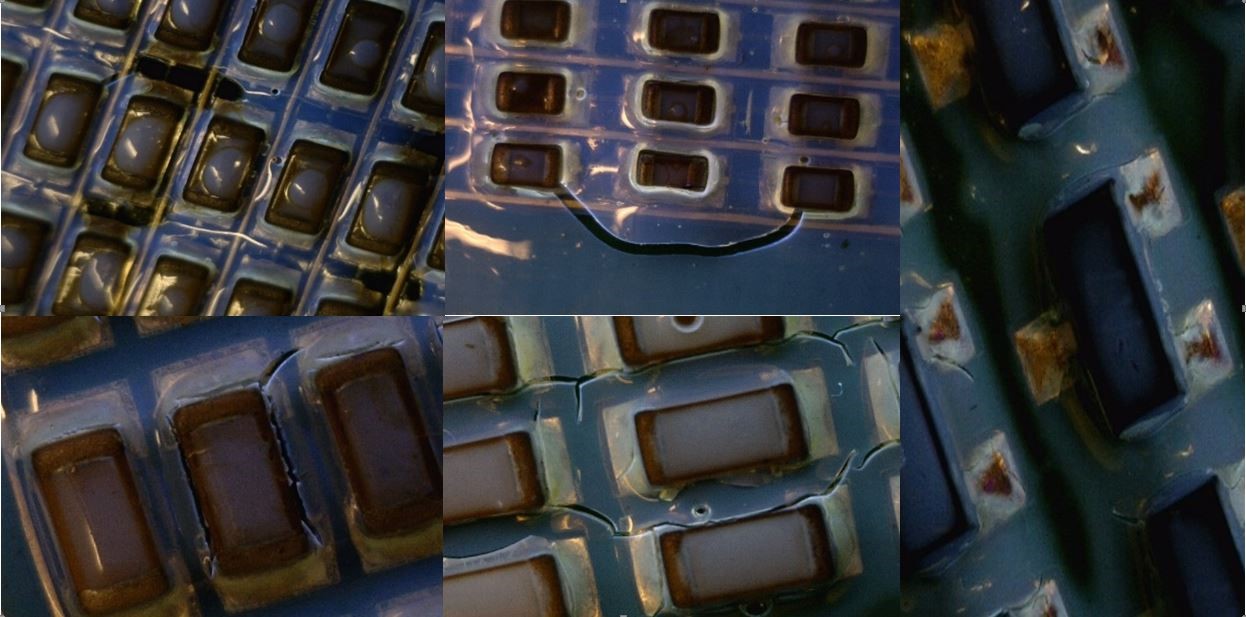
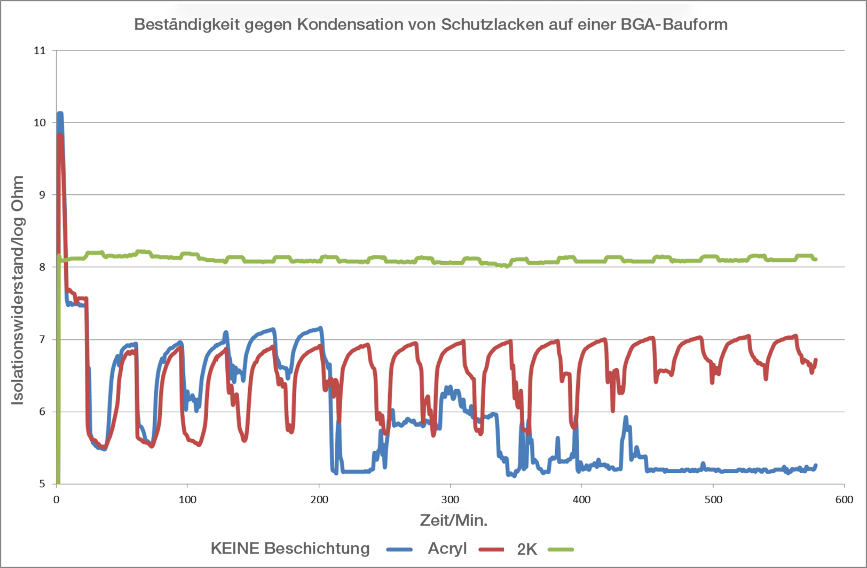
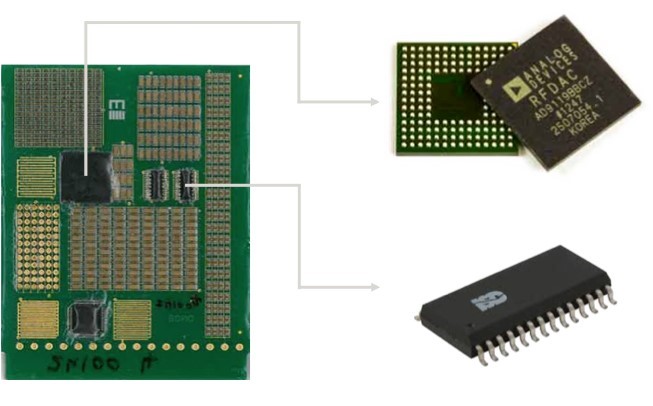
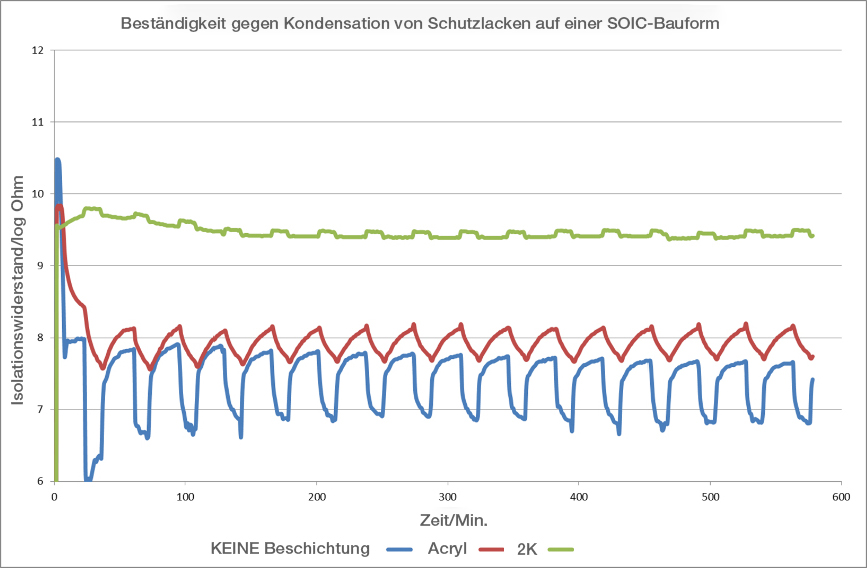
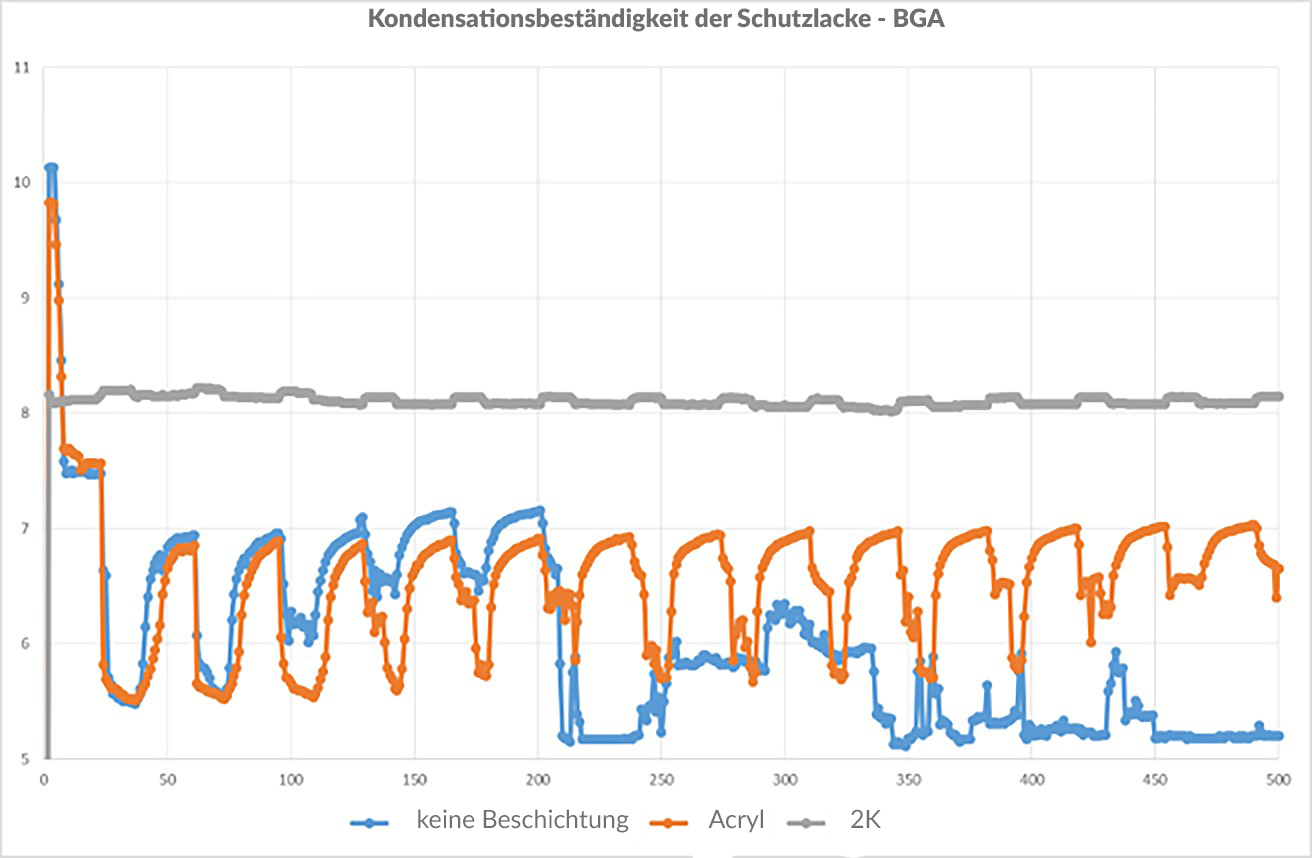
Wenn wir zwei häufig verwendete Komponenten, Ball Grid Array (BGA) und Small Outline Integrated Circuit (SOIC), wie in Abb. 7 gezeigt, als repräsentativ betrachten, können wir in den Abb. 8 und Abb. 9 sehen, wie sich die Schutzniveaus der Beschichtungen mit dem Kondensationszyklus ändern.
Im Wesentlichen blieb der Oberflächendurchgangswiderstand (SIR) während der Betauungs- und Trocknungszyklen für das 2K-Material bei beiden Komponenten konstant, was beweist, dass das Material eine sehr wirksame Barriere gegenüber dem Kondensat darstellt. Das Acrylmaterial erwies sich ebenfalls als beständige Barriere für die SOIC-Komponente, es gab jedoch Hinweise darauf, dass Kondensation unter die BGA-Komponente eindrang, die letztendlich austrocknete, aber zu niedrigeren Messwerten während der Kondensationsereignisse führte. Die unbeschichteten Komponenten zeigten während der Betauung signifikante SIR-Abfälle und neigten bei der BGA-Komponente zu einem Kurzschlusszustand und möglicher Korrosion oder dendritischem Wachstum.
Fazit
Nach strengen Tests zeigen die 2K-Polyurethanmaterialien im Vergleich zu anderen Beschichtungstypen eine sehr beeindruckende Leistung. Die Tatsache, dass sie während des Thermoschocktests dick aufgetragen werden können, ohne zu reißen, ermöglicht ein höheres Maß an Abdeckung der Kontaktbeinchen von Komponenten, was zu einer verbesserten Leistung während des Thermoschocks, des Salzsprühtests, des Schadgastests und des Kondensationstests führt, traditionell herausfordernde und anstrengende Testverfahren, die üblicherweise bei der Qualifizierung im Automotive-Sektor angewendet werden.
Nicht verpassen - stimmen Sie zu, um E-Mails von Electrolube zu erhalten.
Seien Sie der Erste, der von neuen Produkten erfährt.
Bleiben Sie über die Entwicklungen bei Spezialchemikalien für Ihre Branche auf dem Laufenden.
Lesen Sie technische Artikel von unserem Expertenteam.
Electrolube schätzt und respektiert Ihre Privatsphäre. Bitte lesen Sie die Datenschutzerklärung für weitere Informationen.
Treten Sie mit Electrolube in Kontakt
Unser einzigartiger, sehr persönlicher Kundenservice erstreckt sich bis in alle Ecken der Welt. Sie können sich darauf verlassen, dass unser umfassend geschultes Personal über die neuesten technologischen Entwicklungen informiert und auf dem neuesten Stand ist. Ein benannter direkter Ansprechpartner trägt dazu bei, dass wir eng mit unseren Kunden zusammenarbeiten und Probleme so effizient wie möglich lösen. Für die neuesten Nachrichten und Updates von Electrolube folgen Sie uns auf unseren sozialen Kanälen über die folgenden Links: